Каков порядок затяжки гбц на ваз-2109 8 клапанов
Содержание:
- Контроль момента затяжки болтов
- Момент затяжки для колесных болтов
- Регулировка момента затяжки болтов
- Порядок проведения монтажа и демонтажа
- Пневмогайковерт с регулировкой момента затяжки
- Подготовка стягиваемой поверхности блока и головки
- Важность правильной затяжки болтов или гаек ГБЦ
- Установка ГБЦ Камаз
- Неисправности, когда требуется снятие и установка ГБЦ
Контроль момента затяжки болтов
Как я писал выше, требуемый момент затяжки обеспечивается динамометрическим ключом или иным настраиваемым инструментом (пневматический или электрический гайковерт)
При затяжке обращаем внимание на качество резьбы, следим, чтобы гайка или болт закручивались от усилия пальцев и без закусывания
Иногда, при осуществлении контролируемой затяжки, смазывают резьбу и поверхность под головкой болта или гайки. Раскрутить соединение обычно сложнее, может понадобиться значительно больший момент. Связано это с деформациями, окислением между болтом и поверхностью, коррозией в резьбе. Если требуется проверить, с нужным моментом затянут болт или нет, достаточно просто настроить ключ и попробовать подтянуть болт.
В соединениях с несколькими болтами, контролируемая затяжка осуществляется в несколько приёмов, о том, как это сделать, я расскажу в уроке «Порядок затяжки болтов».
Прочитав данный урок, Вы знаете, с каким усилием можно тянуть болты в обычных соединениях. Помимо простых соединений, меня часто спрашивают какой момент затяжки болтов ГБЦ (головки блока цилиндров) и некоторых других ответственных узлов. Этому вопросу будет посвящен отдельный урок.
В одной из следующих статей мы более подробно обсудим момент затяжки гаек на конкретных примерах, а на сегодня все, спасибо за внимание
Момент затяжки для колесных болтов
Бывает после выполнения ремонтных работ ходовой части автомобиля, когда кажется, что самая трудная работа осталась позади и осталось лишь прикрутить колесо мы не рассчитав своих сил заламываем болт или шпильку.
Чтобы избежать такого рода проблем, нам не плохо было бы обзавестись динамометрическим ключом и знать усилие затяжки крепежей для нашего автомобиля.
Также это важно знать и чтобы не слишком слабо затянуть, потеря колеса при движении чревата намного худшими проблемами.
МОМЕНТ ЗАТЯЖКИ БОЛТОВ НА КОЛЕСАХ ЛЕГКОВЫХ АВТОМОБИЛЕЙ
Время на чтение: 3 минуты
После выполнения ремонтных работ ходовой части автомобиля многим новичкам кажется, что самая трудная часть работы осталась позади. Но чтобы прикрутить колесо, некоторые, не рассчитывая собственных сил, заламывают болт или шпильку. Эта проблема актуальна среди многих водителей. Для избежания неблагоприятных последствий необходимо приобрести динамометрический ключ, а также освоить навыки.
Что нужно, чтобы правильно затянуть колесные болты
Многие часто задаются вопросом, с каким усилием затягивать колесные гайки можно в домашних условиях. Вроде этот процесс с первого взгляда кажется достаточно простым.
Прежде чем приступить к поэтапному действию, человек должен подготовить определенные инструменты. Очень часто автовладельцы самостоятельно выполняют эти действия в домашних условиях и, не рассчитывая своих сил, срывают резьбу.
Это происходит из-за того, что новичок достаточно сильно надавливает на болты.
Момент затяжки колесных болтов осуществляется с подготовкой необходимых инструментов. Чтобы выполнить процесс грамотно, необходимо приобрести специальный динамометрический ключ. Без этого инструмента сложно представить процесс затяжки болтов.
Как отполировать лобовое стекло своими руками видео
Как правило, пневмогайковерт регулирует момент затяжки элементов на конструкции. Если не затянутый болт выступает в передней части, тогда во время перемещения на транспортном средстве будет ощущаться дискомфорт. То есть машину будет немного «трясти». Ведь основная нагрузка приходится на рулевое колесо.
Процесс затягивания колесных болтов: поэтапные действия
Чтобы конструкции надежно были зафиксированы с необходимым моментом, существует специальная таблица затяжки болтов динамометрическим ключом. Например, если их количество четыре (1-3-4-2), 5 болтов (1-4-2-5-3) или 6 болтов (1-4-5-2-3-6).
Сам процесс осуществляется следующим образом:
- Требуется надеть колесо на выступ центральной части ступицы, и поставить направляющие шпильки напротив соответствующих отверстий.
- Далее придется вручную закрутить болты достаточно крепко, чтобы колесо не соскочило с места.
- После выполнения всех действий необходимо взять инструмент с выставленным моментом и затянуть колеса в правильном порядке.
Какая сила и момент затяжки должны быть
Грамотная затяжка гаек колес легковых автомобилей осуществляется при помощи динамометрического ключа. На нем можно установить необходимый момент затяжки гаек. Если усилие будет его превышать, тогда ключ начнет проскальзывать. Определив, с какой силой придется затягивать гайки на колесах, можно приобрести данный инструмент. Стоимость такой разработки начинается от 1400 рублей* и выше.
Таблица затяжки болтов динамометрическим ключом
В последнее время многие автовладельцы устанавливают облегченные колесные гайки литых дисков, изготовленные из алюминия. Они смотрятся стильно.
Определить все эти параметры позволит специальная таблица усилия затяжки данных колесных болтов в зависимости от производителя и модели.
Для того, чтобы правильно установить колеса, необходимо при помощи динамометрического ключа равномерно ослабить колесные болты и гайки до рекомендованного момента затяжки. Каждый автопроизводитель устанавливает собственное усилие затяжки колесных болтов, измеряемое в Ньютон-метрах (НМ). Момент затяжки колесных болтов автомобиля можно узнать из нижеприведенной таблицы.
Регулировка момента затяжки болтов
Для того чтобы выполнить все правильно и избежать ошибок нужно строго придерживаться определенных правил и соблюдать порядок выполнения.
 Динамометрический ключ
Динамометрический ключ
Сначала, при помощи динамометрического ключа, ставим держатель в нулевое положение. Это означает, что данные устройства, равны моменту исходной позиции. Затем, нужно посмотреть на показатель прибора при старте крепежа. Вращая держатель, следим за показателями. Если момент не изменился, то это означает, что крепеж может поддаваться растяжению и это нормально, так и должно быть. Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Во время работы автомобиля, болты, которыми закреплена цилиндров, все время испытывают различные воздействия. Постоянно происходит их нагрев и остывание, что со временем приводит к разрушению структуры крепежей.
Для всех силовых агрегатов имеются конкретные правила, которых необходимо придерживаться при работе:
- Строго следуйте тем данным, которые указаны в практическом руководстве к ВАЗ 2109.
- Регулировка проводится только динамометрическим ключом. Применение иного приспособления не позволит выполнить правильно эту работу.
- Используйте, лишь исправные болты.
- Начиная работать, обязательно проверьте, в каком состоянии находятся держатели.
- Строго придерживайтесь показателей момента затяжки, рекомендованных изготовителем.
Наиважнейшие данные касающиеся регулировки, есть в аннотации к каждому конкретному авто. Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Так как, головка непростой узел, то необходимо проводить ремонтные работы лишь при абсолютной уверенности в своих действиях. Строго соблюдая порядок выполнения работ. В случае обнаружения отклонения в работе мотора, немедленно проведите его диагностику. Это позволит избежать более дорогостоящих ремонтных работ.
Схема затяжки
Схема затяжки ГБЦ такая же, как и на традиционных моделях и начинать нужно с центра. Проходит в четыре приёма.
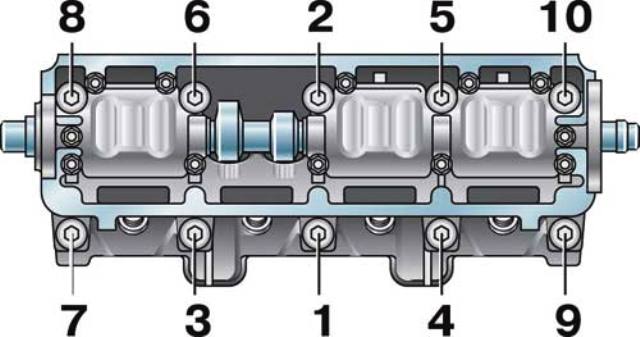 Схема по которой должна проходить протяжка ВАЗ 2109
Схема по которой должна проходить протяжка ВАЗ 2109
- затяжка моментом 2,0 кгс/м
- затяжка моментом 7,5 — 8,5 кгс/м
- доворачиваем на 90 градусов.
- повторно доворачиваем на 90 градусов.
Чтобы было понятней опишем подробней этой процесс:
- С помощью динамометрического ключа затягиваем болты в указанной на рисунке последовательности до 2,0 кг/см.
- Потом проходимся по второму кругу и дотягиваем до 8 кгс*м.
- Далее докручиваем на 90 градусов.
- Проходим по второму кругу, докручивая еще на 90 градусов.
 Правильная подтяжка
Правильная подтяжка
В ином случае он меняется. Длина меряется вместе с шайбой. Не пытайтесь заменить динамометрический ключ иным приспособлением иначе, последствия могут быть непредсказуемыми.
Загрузка …
Порядок проведения монтажа и демонтажа
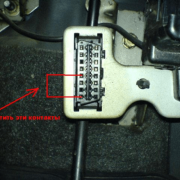
Блок цилиндра является основой крепления головки, которая держится на 10 винтах. Отворачивание осуществляется особым торцевым ключом – «десяткой».
На фото продемонстрирован правильный порядок отворачивания:
- Верхний правый угловой.
- Нижний правый угловой.
- Верхний левый угловой.
- Нижний левый угловой.
- Верхний второй слева.
- Верхний второй справа.
- Второй нижний справа.
- Второй нижний слева.
- Верхний посередине.
- Нижний посередине.
Соблюдая исключительно такую последовательность можно избежать деформации болтов и резьбы, а также других неприятных моментов.
Конструкция узла довольно сложная, хоть на первый взгляд и кажется примитивной.
Головка крепится болтами или шпильками к блоку и закрывает сверху цилиндры. Посадочная площадь у верхнего элемента весьма большая, потому правильная последовательность затягивания резьбовых соединений с конкретным усилием очень важна. Раньше на старых моделях авто ставили чугунные элементы данного узла, с которыми было проще работать. Сейчас же преимущественно используют более мягкий, легкий и пластичный алюминий, при работе с которым очень легко повредить какой-то цилиндр. Еще чугун гораздо устойчивее к термоусадке и деформациям, что не позволяет пока полностью от него отказаться.
Стандартный размер винтов в рассматриваемой нами модели – 93 мм. Если хоть один вытягивается даже на пару миллиметров, он тут же подлежит замене.
Последовательность монтажа отличается от вышеуказанного порядка и есть на фото:
- Средний нижний.
- Верхний нижний.
- Нижний второй слева.
- Нижний второй справа.
- Верхний второй справа.
- Верхний второй слева.
- Нижний угловой слева.
- Верхний угловой слева.
- Нижний угловой справа.
- Верхний угловой справа.
Нормы момента натяжения:
- Усилие на первом этапе – 20 Н*м.
- Каждый элемент стоит доворачивать вправо на 90 о .
- После 20 минут ожидания необходимо доворачивать еще на 90 о .
Первоначальное усилие – небольшое. Но с третьего этапа работа становится труднее, потому используется рычаг. Если у вас возникли какие-то сложности с процессом натяжки, просмотрите видеоурок, в котором все подробно показано и объяснено.
Установка ГБЦ под турбину на ДВС мало чем отличается от выше рассмотренного варианта, но в случае возникновения несоответствий или других проблем, лучше обратиться за советом или помощью к квалифицированным специалистам.
Источник
Пневмогайковерт с регулировкой момента затяжки
Прежде чем начать разбор основных конструктивных особенностей пневматического гайковерта, необходимо отметить, что данное оборудование делится на два типа:
- Безударный
- Ударный
На сегодняшний день в силу технических модификаций принято разделять данное оборудование на множество моделей. Однако при всем этом устройство данного инструмента достаточно простое и почти ни чем не отличается в независимости от модели. Главными составляющими являются:
- Ударная система, она может содержать кулачковую муфту, кулачок, толкатель, пружинные и роликовые механизмы, маховик с валиком и штифты
- Пневматического типа двигатель, он чаще всего бывает ротационным шестилопаточным и устанавливается в корпус
- Узел реверса, располагается вместе с пусковым механизмом в рукоятке инструмента
- Пусковая часть, которая также находиться в рукоятке
Многие современные модели также дополнительно оснащены ручкой, которая размещается в двух и более различных положениях соотносительно корпусной части. Данное дополнение позволяет обеспечить комфорт при эксплуатации инструмента.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии
При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Установка прокладки и гбц на блок.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Важность правильной затяжки болтов или гаек ГБЦ
Головка блока цилиндров (ГБЦ) — один из важнейших узлов автомобиля. Она закрывает блок цилиндров. В ней расположены распределительные валы, клапанные крышки и другие детали газораспределительного механизма. На ГБЦ постоянно воздействуют огромные переменные силы давления и температуры. Поэтому к её резьбовому креплению предъявляются особые требования.
Читать также: Технология сварки нержавейки электродом
Головка блока постоянно должна испытывать силу сжатия, которая задаётся определённым моментом затяжки резьбового крепления. Для того чтобы сила сжатия была равномерно распределена по поверхностям стыка головки с блоком цилиндров предусмотрено большое количество стяжных болтов или шпилек с гайками. Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.
Соблюдения правильного порядка затяжки болтов ГБК гарантирует правильность её прижатия к блоку цилиндров
Последствия от перетяжки болтов крепления ГБЦ
Если затяжка резьбовых соединений головки блока ведётся с превышением усилия от номинального, то сила растяжения, которая воздействует на болт или шпильку, начнёт разрушать резьбу в блоке или вытягивать тело крепёжного элемента. Наступает так называемый момент текучести, когда при дальнейшем увеличении силы затяжки сила прижатия начнёт уменьшаться. Итог: быстрое прогорание прокладки в месте наихудшего сжатия.
Если же резьба в отверстиях блока будет сильно повреждена, то она уже не сможет обеспечить необходимое прижатие головки при правильном моменте затяжки. Её потребуется восстанавливать, а это дополнительные затраты. Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.
Работа динамометрическим ключом
Что будет, если недостаточно затягивать болты крепления ГБЦ
Если крепление головки выполняется с минимальным усилием, то это приведёт к слабому прижатию её к поверхности блока цилиндров. Между прокладкой и прилегающими к ней плоскостями блока и головки образуются микроскопические зазоры, которые обязательно приведут к прогоранию уплотняющего материала.
Проверка плосткости головки блока специальной линейкой
Установка ГБЦ Камаз
Собранную головку устанавливают на двигатель.
Установка прокладок ГБЦ
Предварительно требуется установить прокладки. Ранее каналы системы охлаждения уплотнялись так называемыми присосками. Они вставлялись в три водяных канала головки а плоская х часть была обращена к блоку двигателя. И также ставилась резиновая прокладка. По всей плоскости прилегания головки. Она выполняла роль пыльника. Что бы грязь и пыль не попадали под головки не вызывали коррозию.
На современных двигателях устанавливается плоска резиновая прокладка с металлическим каркасом. Она выполняет общую роль как прокладки охлаждающей жидкости так и пыльника.Единственно что осталось неизменным это резиновое колечко которое ставится в выступ масленого канала. О этом колечке не в коем случае забывать нельзя. Какие прокладки лучше старого или нового образца трудно сказать. Скорее всего дело в аккуратности при сборке. И дальнейшей эксплуатации двигателя.
Установка фторопластового кольца
На двигателях оснащенных турбокомпрессорами дополнительно устанавливается фторопластовое колечко. Его необходимо аккуратно установить внутрь компрессионного (газового) кольца. Так чтобы при переворачивании головки оно не смогло выпасть. Это кольцо служит дополнительным уплотнением. Что бы предостеречь прорыв газов. из под газового кольца. Потому что турбины закачивают больший объём воздуха. Это приводит к более полному сгоранию топлива. И как следствие повышает температуру горения в камере сгорания. Дополнительное фторопластовое кольцо уплотняет соединение между головкой и гильзой.
После того как установлены прокладки необходимо вставить на свои места штанги толкателей. Делать это нужно аккуратно если штанга не попадет в своё посадочное место внутри двигателя может провалиться в в поддон и достать его без снятия поддона будет очень тяжело. Штангу необходимо вставить и после этого немного приподнять и опустить на свое место. Как бы убедиться что она стоит правильно.
Теперь необходимо одеть головку , так чтобы штанги вошли в свои каналы и уперлись в регулировочные винты коромысел. Также выступ масленого канала с надетой на нем резиновым колечком должен попасть в отверстие головки блока. Головка должна сесть на свое место без особого усилия. Если кулачки распредвала будут направлены на открытие впускного или выпускного клапана. Штанги упрутся в коромысла. И не дадут сразу плотно прижаться головке . ничего страшного. После того как вставятся болты крепления головки и будут закручиваться пружины клапанов сожмутся. Клапана станут в открытое положение . Это не помешает притягиванию головки.
Можно. прокрутить коленчатый вал. Штанги опустятся вниз и головка плотно прижмется к гильзе
Самое важное на начальном этапе притягивания головки равномерно её выставить по плоскости гильзы. Если какой то болт сильнее будет притянут
То получится рычаг. И после того как будет притягиваться противоположный болт возникнет большое усилие которое может привести к отрыву головки болта. По этому первоначально нужно добиться при помощи притягивания болтов равномерного расположения головки относительно гильзы. Протяжку болтов необходимо провести с помощью динамометрического ключа.
Неисправности, когда требуется снятие и установка ГБЦ
Существует ряд неисправностей, по причине которых ГБЦ ВАЗовской «шестёрки» приходится демонтировать с автомобиля для дальнейшей диагностики или ремонта. Остановимся на них детальнее.
Прогорела прокладка
О том, что прокладка ГБЦ вышла из строя (прогорела или её пробило), свидетельствуют следующие признаки:
- появление подтёков или прорыв газов на стыке между блоком двигателя и головкой. При таком явлении в работе силовой установки появляются посторонние шумы. При разрыве внешней оболочки уплотнителя могут появляться следы смазки или охлаждающей жидкости (ОЖ);
-
образование эмульсии в моторном масле. Происходит такое при попадании охлаждающей жидкости через прокладку в масло либо при образовании трещины в БЦ;
-
появление белого дыма из системы выхлопа. Белый выхлоп возникает при попадании ОЖ в камеру сгорания мотора. В такой ситуации уровень жидкости в расширительном бачке постепенно снижается. Несвоевременный ремонт может привести к гидроудару. Гидроудар — неисправность, которая вызвана резким повышением давления в подпоршневом пространстве;
-
попадание смазки и/или отработавших газов в систему охлаждения двигателя. Выявить попадание смазки в ОЖ можно по наличию масляных пятен на поверхности жидкости в расширительном бачке. Кроме этого, когда нарушается герметичность прокладки, в бачке могут появиться пузыри, свидетельствующие о проникновении в систему охлаждения отработавших газов.
Видео: повреждение прокладки ГБЦ
Повреждение привалочной плоскости ГБЦ
К образованию дефектов привалочной поверхности головки блока могут приводить такие причины:
- продолжительная работа силового агрегата;
- перегрев мотора;
- некачественная охлаждающая жидкость.
Дефекты такого рода устраняются путём обработки плоскости, с предварительным демонтажем головки.
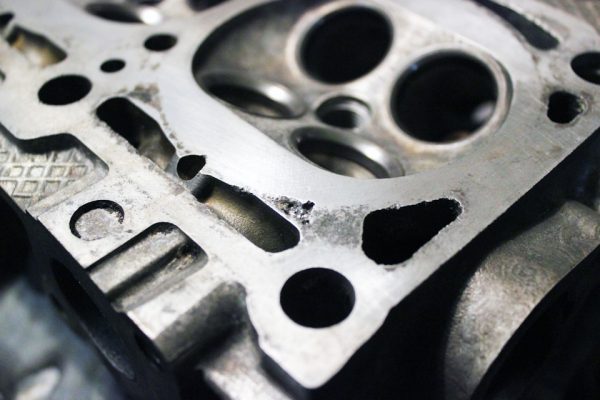 Повреждение привалочной плоскости на примере ГБЦ «Калины»
Повреждение привалочной плоскости на примере ГБЦ «Калины»
Трещины в головке блока
Основными причинами, которые приводят к появлению трещин в ГБЦ, являются перегрев мотора, а также неправильная затяжка крепёжных болтов при монтаже. В зависимости от характера повреждений головку можно отремонтировать с помощью аргоновой сварки. При серьёзных дефектах ГБЦ придётся заменить.
 Перегрев мотора может привести к появлению трещины на ГБЦ
Перегрев мотора может привести к появлению трещины на ГБЦ
Износ направляющих втулок
При большом пробеге двигателя или применении некачественного моторного масла, направляющие втулки клапанов изнашиваются, что приводит к нарушению герметичности между седлом и тарелкой клапана. Основным признаком такой неисправности является повышенный расход масла, а также появление сизого дыма из выхлопной трубы. Проблема устраняется путём замены направляющих втулок.
Износ сёдел клапанов
Сёдла клапанов могут изнашиваться по нескольким причинам:
- использование низкокачественного топлива;
- большой пробег двигателя;
- неправильная установка зажигания.
Неисправность решается правкой либо заменой сёдел. Кроме этого, в обязательном порядке проверяется система зажигания.
 Дефекты седла приводят к неплотному прилеганию клапана и потере герметичности камеры сгорания
Дефекты седла приводят к неплотному прилеганию клапана и потере герметичности камеры сгорания
Облом свечи зажигания
Довольно редко, но бывает, что в результате чрезмерной затяжки свечи, деталь обламывается на резьбе в свечном отверстии. Чтобы извлечь остатки свечного элемента ГБЦ, требуется демонтировать и подручными инструментами выкручивать резьбовую часть.
Неисправности ЦПГ
При неполадках цилиндропоршневой группы двигателя, головку блока также приходится снимать. К наиболее распространённым поломкам ЦПГ относятся:
- повышенный износ цилиндров, колец и поршней;
- повреждение поршня;
- залегание колец.
При чрезмерном износе цилиндров двигатель полностью разбирают для замены поршневой группы, а также для расточки внутренней полости цилиндров на станке. Что касается повреждения самих поршней, то они хоть и нечасто, но прогорают. Всё это приводит к необходимости демонтажа ГБЦ и замены неисправных деталей. При залегании колец нормальная работа цилиндра и двигателя в целом становится невозможной.
 При залегании колец нормальная работа двигателя нарушается
При залегании колец нормальная работа двигателя нарушается