Что такое хон в двигателе цилиндре
Содержание:
- Главные плюсы
- Что делать, если в моторе появились задиры
- Основные плюсы хонингования.
- 3 Особенности процесса и сфера применения хонингования
- Как расточить цилиндр правильно
- Что называется хонингованием цилиндров мотора, важность и необходимость проведения этих работ.
- 1 Особенности процесса хонингования
- Когда нужна хонинговка
- Зеркало или хонингование цилиндров
- Что автовладельцы говорят о хонинговании цилиндров
- Параметры обработки при хонинговании
- Зеркало или хонингование цилиндров
- О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
- Профессиональные услуги
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской компании «Супротек».
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка Супротек Актив Плюс в масло двигателя
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Основные плюсы хонингования.
Если сравнивать с другими способами обработки поверхностей блока цилиндров, например, с полировкой и притиркой, наиболее эффективным и точным методом является обточка (хонингование). Благодаря ему обеспечивается наименьший износ деталей, максимальное давление в цилиндрах увеличивается, что ведет к увеличению эффективности работы двигателя, продлению срока его службы.
Благодаря обточке на поверхности цилиндров образуется малозаметная сеточка. Благодаря ей масло на стенках сохраняется в течение длительного времени. Соприкасающиеся детали двигателя постоянно смазываются, улучшается функционирование двигателя в целом.
Для хонингования цилиндров профессионалы советуют использовать алмазные бруски, хотя изначальная их цена выше, чем стоимость керамических абразивов. Большинство компаний используют именно этот способ финишной обработки цилиндров. Меньший износ алмазных абразивов компенсирует их стоимость. Благодаря использованию алмазных головок отверстию можно придать идеальную геометрию. В процессе восстановления цилиндров путем хонингования можно получить прямые стенки и круглую форму, правильное количество и качество штриховки. А это является главным залогом долговечности работы мотора и автомобиля в целом.
3 Особенности процесса и сфера применения хонингования
Итак, рассмотрим технологию хонингования и ее особенности. Как при любом виде абразивной обработки в этом случае происходит контакт между заготовкой и инструментом. При этом последний наносит на поверхность детали микрорезы, то есть, осуществляется царапание абразивными частицами, размеры которых обычно колеблются в пределах от 20 до 100 мкм — необходимо просто подобрать подходящее полотно. А вот разбег с количеством зерен еще более значительный, их может быть как 20, так и целых 400 на один квадратный миллиметр.
В общем, в процессе такого микрорезания происходит и снятие тончайшей стружки с поверхности металла, а также трение и его пластическое оттеснение. Огромную роль играет то, насколько правильно будут подобраны все параметры — начиная от размеров абразивных частиц и заканчивая скоростью вращения, а также прилагаемым давлением. В основном первая стадия процесса заключается в исправлении грубых погрешностей формы изделия. Осуществляется это посредством длительной обработки хонинговальными брусками. В этом случае скорость, с которой снимается слой металла, достигает 4 мкм/с.

Для того чтобы получить более гладкую поверхность либо же заданный микрорельеф, а также с целью упрочнения поверхностного слоя, применяют режим граничного трения, при котором снятие металла сводится к минимуму. Достигается данный режим путем повышения окружной скорости заготовки либо инструмента, а также снижения частоты колебания рабочих брусков и производимого давления.
Этот вид абразивной обработки используется во многих отраслях промышленности, особенно автомобильной. Так, например, подобным способом обрабатываются многие детали, в том числе и двигатели, а точнее, гильзы цилиндров, отверстия шестерней, поршневой и кривошипной головок шатунов, блоков цилиндров и т. д. Благодаря чему получаются максимально точные размеры этих самых отверстий, а поверхность становится идеально гладкой. Устраняются все погрешности в геометрии обрабатываемых деталей, которые могли возникнуть ранее.

Как расточить цилиндр правильно
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.

Если хонингование цилиндров в некоторых случаях можно провести своими руками при помощи ручной хонинговальной головки и электродрели, то проточка цилиндров – это долгий и специальный технологический процесс.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.
Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.

Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
При обработке на станке поверхности цилиндра добиваются параллельности всех цилиндров по длине с одновременной перпендикулярностью их базе – плоскости. С учетом некоторой «кривизны» блоков, идеальным является параллельность постелям коленчатого вала.
В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
Почему столько? Этот слой металла является дефектным, после расточки, и убирается (полируется) именно хонингованием. И такой небольшой припуск не даёт возможности перекоса оси цилиндров во время хонингования.
Что называется хонингованием цилиндров мотора, важность и необходимость проведения этих работ.
Конструктивно, можно провести ремонт двигателя несколько раз.
Проще говоря, когда наступает время капремонта, блок цилиндров растачивается под поршни с кольцами большего диаметра в сравнении с изначальным и так до последнего ремонта.
Дальше или меняется целиком блок или гильзуется старый.
Собственно, по определению, хонингованием цилиндров мотора принято называть окончательную обработку поверхности стенок цилиндра, с использованием специального инструмента (хона) в качестве финишной операции, выполняемой при капремонте мотора.
Чем же обусловлена необходимость и важность хонингования?
Дело в том, что хонингованием существенно уменьшает шероховатость стенок каждого цилиндра в блоке, с целью более эффективного улучшения приработки колец с поршнями.
Более того, в результате таких работ значительно увеличивается эксплуатационный период отремонтированного мотора.
Полезно знать, что двигатель в процессе эксплуатации утрачивает свою первоначальную конфигурацию, и в больше мере это касается цилиндров мотора.
Примечательно, что если изначально они обладают круглой формой, то по истечении определённого времени их форма становится овальной (с эффектом конусности, в том числе).
Кроме того, интенсивная безостановочная работа приводит к образованию царапин и задиров по стенкам цилиндров.
Совокупность всех этих факторов приводит к необходимости выполнения капремонта двигателя.
Примечательно, что цилиндры специалистами при капремонте растачиваются соответственно первому ремонтному размеру.
Также для сохранения правильной формы цилиндров с одновременным достижением минимальной шероховатости и применяется хонингование.
Вообще, хонинговка цилиндров является завершающим обрабатывающим этапом при капремонте мотора.
Стоит отметить, что использование плосковершинного хонингования отличается массой неоспоримых достоинств.
Хотя основная функция хонингования состоит в окончательной обработке цилиндров мотора для последующей эффективной эксплуатации.
Поскольку в итоге хониговки, поршневые кольца цилиндрами мотора прирабатываются быстрее, то и детали мотора изнашиваются меньше, благодаря чему увеличивается эксплуатационный период двигателя.
Ко всему этому хонингованием достигается увеличение компрессии в цилиндрах и продление времени до последующего капремонта мотора.
Источник
1 Особенности процесса хонингования
Прежде чем разговаривать о хонах, следует уточнить, что собой представляет сам процесс. Это один из видов абразивной обработки материалов с помощью специальных хонинговальных головок. Особенность такой операции в совмещении вращательных и возвратно-поступательных движений инструмента, поверхность перед этим обильно покрывается смазочно-охлаждающей жидкостью. В результате получается улучшить геометрию внешних граней детали и ее текстуру.
 Процесс абразивной обработки материалов
Процесс абразивной обработки материалов
Этим способом обрабатывают отверстия различных деталей. Хонингование незаменимо в автомобиле- и судостроении, во время ремонта различной техники. Очень часто этой операции подвергаются отверстия поршневой и кривошипной головок шатунов, блоков цилиндров двигателя, гильз, шестерен и т. д. Также хонингование нашло свое применение и при обработке плоскостей. Таким способом легко изменить геометрию изделия, улучшить смазывание пар трения. Качество и точность обработки зависят от ряда факторов, в том числе и вида режущего инструмента, а также заданных режимов.
Оправки для хонингования выглядят по-разному, и как щупальца с закрепленными на “пальцах” брусками, и как трубка с прорезями для фиксации абразивных колодок. Такой инструмент отличается гибкостью геометрии, поэтому часто применяется для обработки отверстий неправильной формы.
Когда нужна хонинговка
Нет общего срока, когда элементам двигателя понадобится эта процедура. Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.
На заметку!
В среднем работы проводятся, когда пробег транспортного средства достигает значения в 100 тыс. км и более.
Определить, что хон в цилиндрах двигателя уже нужен, помогают внешние признаки. Чем интенсивнее проявляется проблема, тем скорее нужно проводить обработку. Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.
Список возможных признаков:
- Появление синего дыма из выхлопной трубы.
- Нестабильность оборотов двигателя на холостом ходу.
- Снижение мощности мотора.
- Возросший расход масла по сравнению с прошлыми измерениями.
Возникшая необходимость нанесения хона на блоки цилиндров часто вызывает полную совокупность этих факторов – они тесно связаны. Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Изменениями в цилиндре также объясняется снижение мощности двигателя и нестабильность его работы. Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания. Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Хонингование исправит цилиндрические поверхности, после чего все сопутствующие проблемы с машиной исчезнут.
Зеркало или хонингование цилиндров
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Что автовладельцы говорят о хонинговании цилиндров
- Хонингование на старых двигателях Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили. Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
- Незаводское хонингование Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
- Преимущество заводского хонингования Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.
- Равномерность износа хонингования Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше.
- Одинаковый хон или разный Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
Параметры обработки при хонинговании
В противоположность хонингованию серого чугуна, хонингование алюминия производится при более высоких оборотах и более медленной подаче. Тем самым получаются более пологие углы. Они оказались выгодными, по возможности, маленькими для поддержания размеров разрушения кремния. Также и прилегающее к хонинговальным брускам давление резания намного ниже, чем при хонинговании серого чугуна. Снимаемый алюминий очень мягок, его можно хорошо резать алмазными хонинговальными брусками. Благодаря меньшей твёрдости алюминиево-кремниевого сплава давление на стенку цилиндра не должно быть слишком высоким. Стенка цилиндра поддалась бы под высоким давлением, и геометрия отверстия бы ухудшилась (см. по данному вопросу «3.7.2. Геометрические погрешности из-за неправильной обработки цилиндра»). По этой причине ширина хонинговальных брусков, предлагаемых KS, составляет примерно только половину от, напр стандартных хонинговальных брусков на керамической основе. При одинаковом удельном давлении нажатия брусков при вдвое меньшей ширине хонинговальных брусков усилие нажатия, которым бруски прижимаются к рабочей поверхности цилиндра, может быть уменьшено вдвое (изобр. 2). Деформаций стенки цилиндра от слишком высоких усилий нажатия брусков можно при этом эффективно избегать и их уменьшать.
|
Изображение 2 |
Операция хонингования KS-алмазными хонинговальными брусками должна длиться, как минимум, по 90 секунд на каждое отверстие цилиндра. Меньшее время обработки указывает на слишком высокое давление нажатия брусков вкупе с более высоким их износом.
Указание!
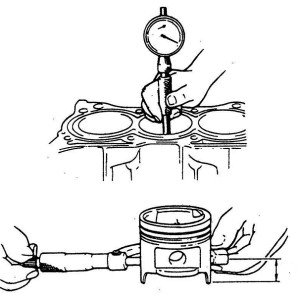
Отверстия цилиндров от хонингования нагреваются. Из-за связанного с этим теплового расширения блока цилиндров проверка (замер) диаметров цилиндров должен быть произведён только после их охлаждения до температуры помещения.
Важно!
Для предотвращения замазывания брусков и улучшения смазки следует процесс хонингования прерывать на короткое время каждые 30 секунд обработки. Контакт бруска со стенкой цилиндра должен быть прерван. Обработка должна быть продолжена только тогда, если режущие поверхности вновь хорошо снабжены хонинговальным маслом и промыты. Для равномерного износа брусков в серийном производстве при обработке каждого нового отверстия цилиндра направление вращения хонинговального инструмента меняется на противоположное.
|
Параметры обработки при хонинговании Значение |
||
|
Рекомендуемое число оборотов при хонинговании |
250-350 1 /мин |
|
|
Минимальное число оборотов при хонинговании |
200 1 /мин |
|
|
Максимальное число оборотов при хонинговании |
400 1 /мин |
|
|
Скорость подачи хонинговальной головки относительно числа оборотов |
1/мин |
т/мин |
|
400 |
16 |
|
|
350 |
14 |
|
|
300 |
12 |
|
|
200 8 |
||
|
Угол хонингования (произведение числа оборотов и скорости подачи) |
15-20° |
|
|
Потребная величина снятия материала, относительно диаметра цилиндра |
от 0,06 до 0,1 мм |
|
|
Рекомендуемое давление нажатия брусков |
30 Н/см2 |
|
|
Максимальное давление нажатия брусков |
40 Н/см2 |
|
|
Общее время обработки отверстия цилиндра (приблизительное значение) |
> = 90 s |
|
|
Желаемая шероховатость поверхности (R2) |
от 0,06 до 0,10 мм |
|
|
Перебег хонинговальным бруском верхней и нижней мёртвых точек, относительно длины бруска |
= 30% |
|
|
Желаемая степень разрушения кристаллов кремния |
5-10% |
|
|
Максимально допустимая степень разрушения кристаллов кремния |
макс. 30% |
|
|
Допускаемая некруглость отверстия цилиндра (технологический допуск) |
+/-6 um |

Зеркало или хонингование цилиндров
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.

В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Рекомендуем
«Отказ цилиндра: причины и способы диагностики» Подробнее Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски – высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 – 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании – хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
Щётки для крацевания
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
Специальные хонинговальные бруски
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от компании «Супротек». Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.