Моменты затяжки резьбовых соединений газель
Содержание:
- Блок цилиндров, головка, кривошипно-шатунный механизм УМЗ-4216
- Почему рвет цепи на 406 двигателе?
- Процесс и порядок
- ЗМЗ-406.Замена распределительных валов
- Работа с динамометрическим ключом
- Когда необходимо делать затяжку
- повторная протяжка гбц
- Рис. 1.60. Запрессовка сальника в сальникодержатель: 1 — сальник; 2 —
- Протяжка головки блока цилиндров своими руками » АвтоНоватор
Блок цилиндров, головка, кривошипно-шатунный механизм УМЗ-4216
Блок цилиндров двигателя УМЗ-4216 отлит из алюминиевого сплава заодно с чугунными гильзами цилиндров. Номинальный диаметр гильз 100 мм. Для более равномерного охлаждения гильз в межцилиндровых перемычках блока предусмотрены протоки для прохода охлаждающей жидкости.
Головка блока цилиндров двигателя УМЗ-4216 из алюминиевого сплава со вставленными седлами и направляющими втулками клапанов. Блок цилиндров и головка блока разделены прокладкой из асбестового полотна, армированного металлическим каркасом. Толщина прокладки в сжатом состоянии 1,5 мм. Для совмещения отверстий подвода масла на блоке цилиндров и прокладке, она должна устанавливаться выступом в сторону картера сцепления.
Каталожные номера деталей и узлов блока цилиндров двигателя УМЗ-4216.
После обкатки автомобиля, через 2000 километров пробега, и после каждого снятия головки блока цилиндров необходимо производить подтяжку гаек крепления головки с использованием динамометрического ключа. Подтяжку надо производить только на холодном двигателе.
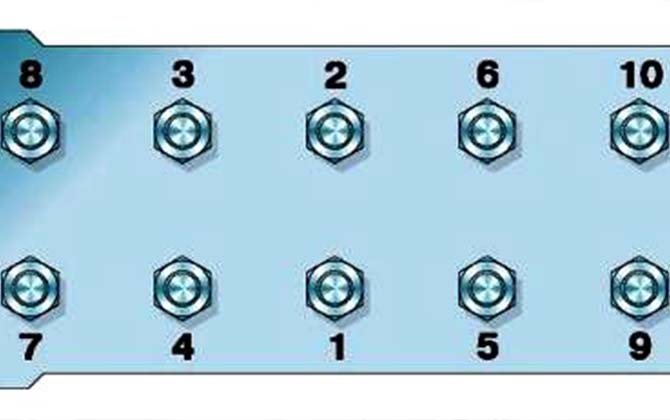
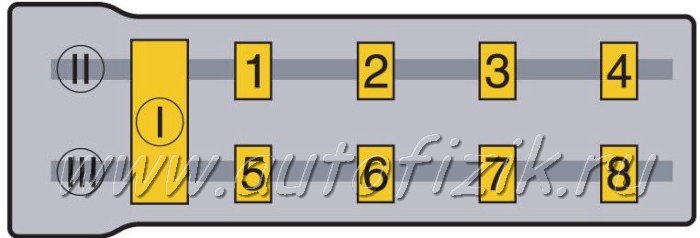
Для обеспечения равномерного и плотного прилегания прокладки к головке блока и на блок цилиндров, затяжку гаек производить в последовательности указанной на рисунке ниже, в два приема. Первый раз — предварительно с меньшим усилием, момент затяжки 5,0-6,5 кгсм, второй раз — окончательно, момент затяжки 9,0-9,5 кгсм.
Порядок подтяжки гаек головки блока цилиндров двигателя УМЗ-4216.
Каталожные номера деталей и узлов головки блока цилиндров двигателя УМЗ-4216.
Кривошипно-шатунный механизм двигателя УМЗ-4216, устройство.
Коленчатый вал двигателя УМЗ-4216 пятиопорный, отлит из высокопрочного чугуна. В шатунных шейках имеются полости для дополнительной центробежной очистки масла. Моторное масло от коренных шеек в полости шатунных подводиться через сверленые каналы. К коренным шейкам масло поступают из каналов блока цилиндров. Передний конец коленчатого вала уплотняется самоподжимным сальником, работающим по наружной поверхности ступицы шкива коленчатого вала.
Передний конец коленчатого вала двигателя УМЗ-4216.
Усилие, направленное вдоль оси коленчатого вала при выключении сцепления, воспринимается упорными подшипниками, установленными на передней опоре коленчатого вала. Задний конец коленчатого вала также уплотняется самоподжимным сальником, работающим по цилиндрическому хвостовику диаметром 80 мм.
Уплотнение заднего конца коленчатого вала двигателя УМЗ-4216 с элементами уплотнения картера сцепления.
Каталожные номера деталей и узлов кривошипно-шатунного механизма двигателя УМЗ-4216.
Вкладыши коренных и шатунных подшипников коленчатого вала.
Вкладыши подшипников коленвала изготовлены из стальной ленты, залитой антифрикционным сплавом на основе алюминия.
Маховик.
Маховик двигателя УМЗ-4216 чугунный, со стальным зубчатым венцом для пуска двигателя стартером, крепиться к торцу коленчатого вала семью самостопорящимися болтами. Коленчатый вал отбалансирован в сборе с маховиком и сцеплением.
Шатуны.
Шатуны стальные, кованые, двутаврового сечения. В верхние головки шатунов запрессованы тонкостенные втулки из оловянистой бронзы. Для смазки поршневого пальца в верхней головке шатуна имеется отверстие, совпадающее с отверстием во втулке. Стопорение гаек шатунных болтов и шпилек крепления крышек коренных подшипников выполнено анаэробным герметиком. В случае разборки указанных соединений необходимо тщательно удалить нанесенный герметик. При сборке на резьбовые части болта следует нанести свежий герметик и произвести затяжку соединения.
Поршни двигателя УМЗ-4216.
Поршни выполнены из алюминиевого сплава. В верхней части поршня имеется три канавки для поршневых колец. Юбка поршня в горизонтальном сечении имеет овальную форму. Большая ось овала перпендикулярна оси бобышек под поршневой палец. В вертикальном сечении юбка имеет так называемый бочкообразный профиль.
Поршневые кольца.
Устанавливаются по три на каждом поршне. Два компрессионных и одно маслосъемное. Кольца изготовлены из специального чугуна. Наружная поверхность верхнего компрессионного кольца имеет бочкообразный профиль и хромовое покрытие. Второе компрессионное кольцо имеет фосфатное покрытие темного цвета. На верхнем торце кольца имеется метка TOP. Рабочая поверхность кольца коническая с большим диаметром у нижнего торца кольца. Угол наклона образующей конуса 1 градус -1 градус 50 минут.
Маслосъемное кольцо с двумя хромированными выступами на рабочей поверхности. Маслосъемное кольцо имеет радиальный расширитель в виде браслетной пружины. При установке колец на поршень стыки колец должны быть разведены по отношению друг к другу на 120 градусов.
Почему рвет цепи на 406 двигателе?
Здесь одна причина, не дают хорошую натяжку натяжители цепи, так как они есть двух видов, одни фиксируются при выходе (эти лучше) другие не фиксируются. А так как натяжение происходит за счет давления масла, то возможные причины такие, слабое давление масла, либо забитый канал подачи масла к натяжителю, либо в самом натяжителе забилось отверстие для прохождения масла.
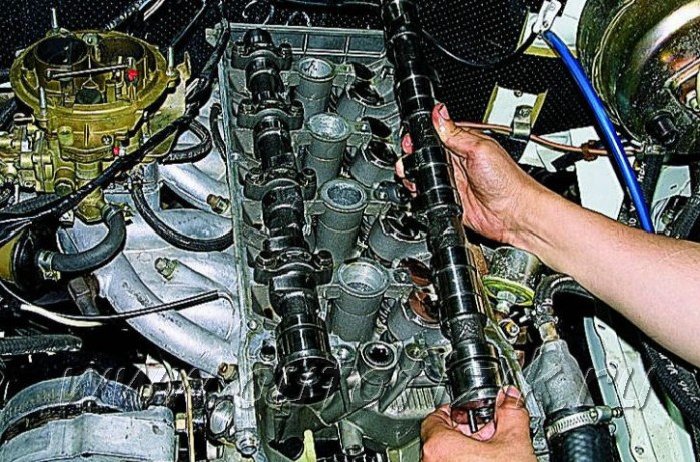
Есть разница в распредвалах 406 двигателя
Разница есть в распредвалах 406 двигателя, на фото показаны распредвалы 406 двигателя, с лева распредвал ставиться на левую сторону (впускные клапана) если смотреть на двигатель спереди а правый на правую (выпускные клапана)
Обратите внимание на стрелки, по кулачкам распредвала и направляющей можно определить какой распредвал ставиться слева а какой справа
Вся разница в направляющих, но если направляющие перебить в другие отверстия, то левый распредвал станет правым .
P/S Самая распостранёная ошибка , при сборке звёздочек р/валов не внимательно устанавливают направляющие, вследствии, двигатель не работает так как нужно.
Для того чтобы в нормальном режиме работал мотор на автомобиле Волга или Газель, необходимо правильно выставить на ЗМЗ-406 метки ГРМ. На автомобилях в качестве привода использоваться может цепь или ремень. Преимуществ и недостатков у каждого типа имеется много, некоторые утверждают, что цепь не способна порваться. Нужно огорчить – способна, да еще и как! Кроме того, для ее нормальной работы требуется наличие смазки, поэтому при замене цепи нужно действительно разобрать половину мотора и даже сливать масло.
Процесс и порядок
Затяжка ГБЦ ЗМЗ своими руками начинается с изучения мануала двигателя. Все этапы делают по порядку, не нарушая их. Любая неточность может привести к выходу из строя не только прокладки или головки блока цилиндров, но и всего мотора ЗМЗ 406.
Вначале подбирают необходимые инструменты. Ставят машину на ровную поверхность.
Необходимые инструменты
Для затяжки ГБЦ автовладельцу понадобятся следующие инструменты:
- динамометрический ключ;
- насадки для головок болтов;
- чистая моторная смазка;
- руководство по затяжке должно находится рядом с автовладельцем.
Поэтапная инструкция
Сперва резьба болтов смазывается моторным маслом. Затем болты вставляются внутрь отверстий головки БЦ. Они вкручиваются рукой до тех пор, пока это невозможно будет сделать вручную.
Чтобы совершить дальнейшую протяжку, ГБЦ берут динамометрический ключ. Теперь необходимо протягивать все болты в той последовательности, в которой они указаны в мануале. Затяжка ГБЦ осуществляется с усилием, о котором я рассказывал в начале статьи.
Сперва протягивают с малой силой. Затем проходят еще раз и по второму кругу, если это необходимо
Важно помнить, что на рядные двигатели внутреннего сгорания протяжку устройства производят от центра к краям устройства двигателя. Подобным образом автовладелец лишает себя риска повреждения головки БЦ двигателя внутреннего сгорания или ее прокладки
Некоторые автовладельцы совершают ошибки при протягивании ее. Ниже описаны моменты, которые не стоит допускать при процедуре:
- перетяжка некоторых болтов;
- попадание смазывающего средства в отверстия;
- проведение работ с изношенными головками для динамометрического ключа;
- отсутствие порядка затягивания болтов ГБЦ;
- эксплуатация болтов, которые не подходят по размеру к устройству.
Похожая статья Доливать масло в горячий и холодный двигатель
Бывает и такое, что закручивают в отверстие ржавые болты. Этого тоже нужно избегать. Отверстия тоже бывают проржавевшими. Многие пытаются залить в них масло. Но этого делать нельзя. Так как смазывающая жидкость попадет в резьбовой колодец, и он разрушится при закручивании болта.
Еще одной частой ошибкой бывает закручивание головок без специального инструмента. В этом случае перетягивания не избежать. Как результат автовладелец приезжает в сервис-центр с пробоем в прокладке устройства или за капитальным ремонтом всего двигателя.
Грани болтов, которые закручиваются изношенными головками или не тем ключом, могут слизываться со временем. В дальнейшем это приводит к трудностям при снятии и замене устройства или блока цилиндров.
Не рекомендуется закручивать одни и те же болты после снятия головки. Механики сервис-центров рекомендуют устанавливать новые. Так как после затяжки болт увеличивается в длине, и в следующий раз подобная деталь может привести к тому, что в БЦ пойдут трещины, которые приведут к его разрушению.
ЗМЗ-406.Замена распределительных валов
Схема установки и клеймения крышек распределительных валов
I – передняя крышка; II – вал впускных клапанов; III – вал выпускных клапанов.
Снимаем наконечники со свечей зажигания вместе с высоковольтными проводами.
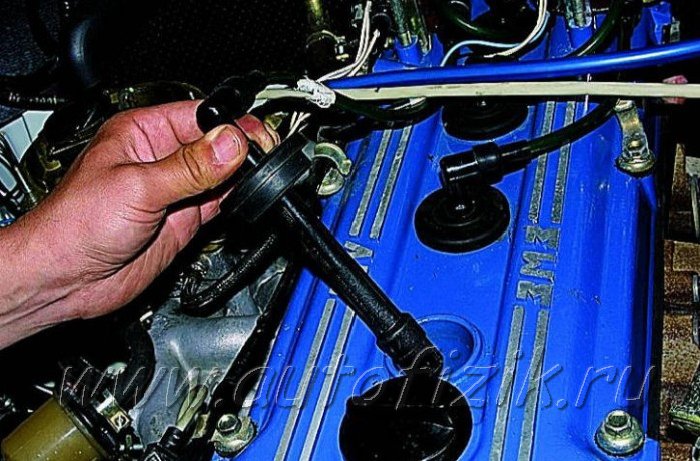
…и снимаем провода с двигателя.
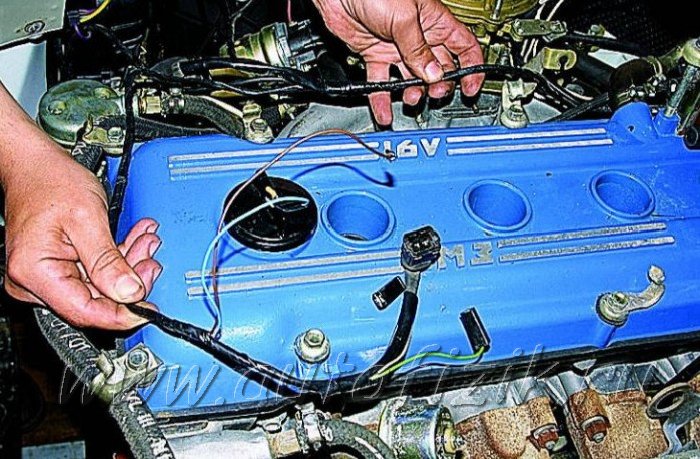
Ослабляем хомут и отсоединяем малый шланг системы вентиляции картера.

Ключом «на 12» отворачиваем восемь болтов крепления крышки головки блока.


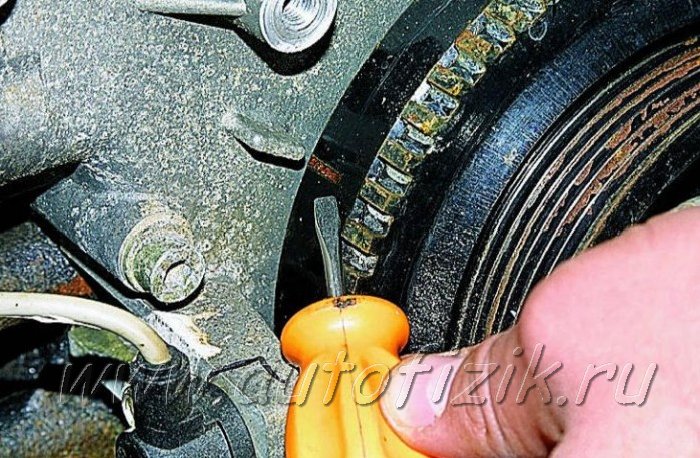
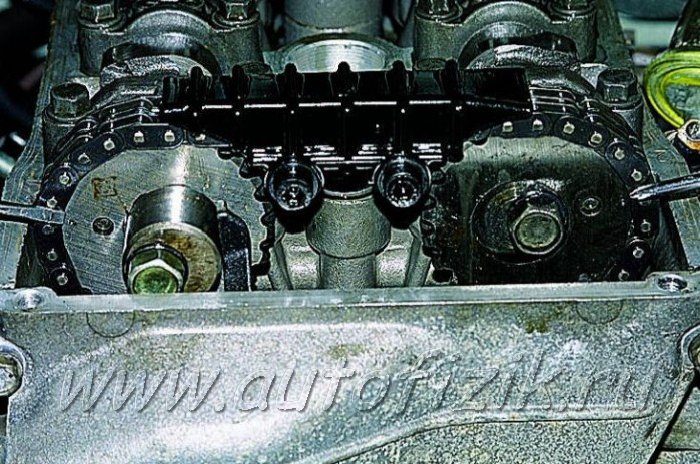
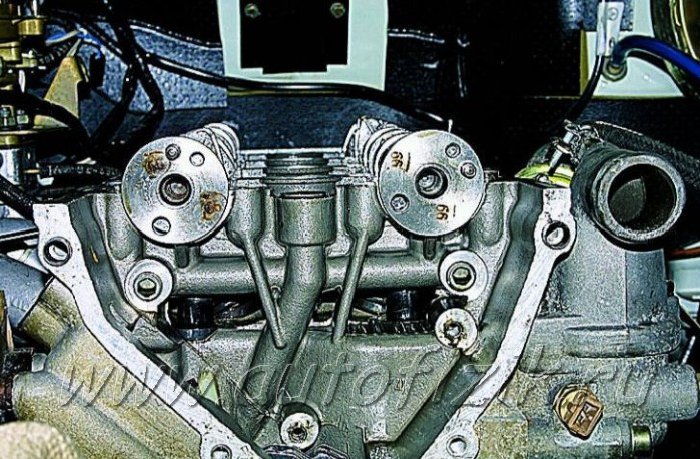
Проворачивая коленчатый вал головкой «на 36», выставляем его в положение ВМТ такта сжатия первого цилиндра, (риска на шкиве коленчатого вала должна совпасть с выступом на передней крышке блока цилиндров,…
…а метки на звездочках распределительных валов должны быть развернуты в противоположные стороны и находиться на уровне верхней кромки головки блока.
ВНИМАНИЕ о время дальнейшей работы не проворачивайте коленчатый вал. Для удобства снимаем топливный насос (см
Снятие топливного насоса двигателя ЗМЗ-4063) и, не отсоединяя шлангов, отводим его в сторону (можно оставить топливный насос на крышке)
Для удобства снимаем топливный насос (см. Снятие топливного насоса двигателя ЗМЗ-4063) и, не отсоединяя шлангов, отводим его в сторону (можно оставить топливный насос на крышке).
Ключом «на 12» отворачиваем четыре болта (два нижних — короткие).
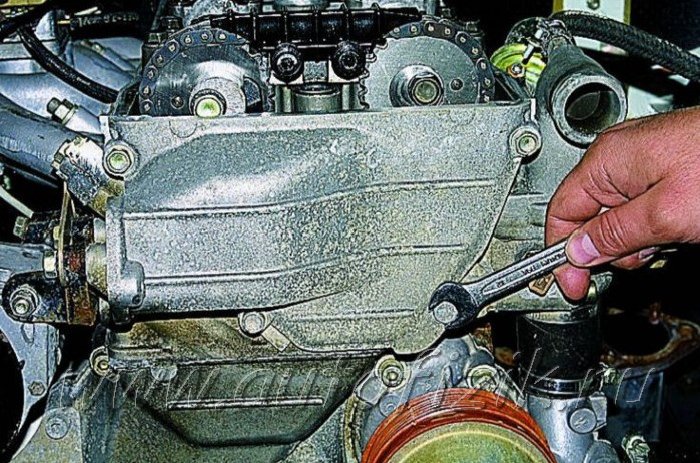
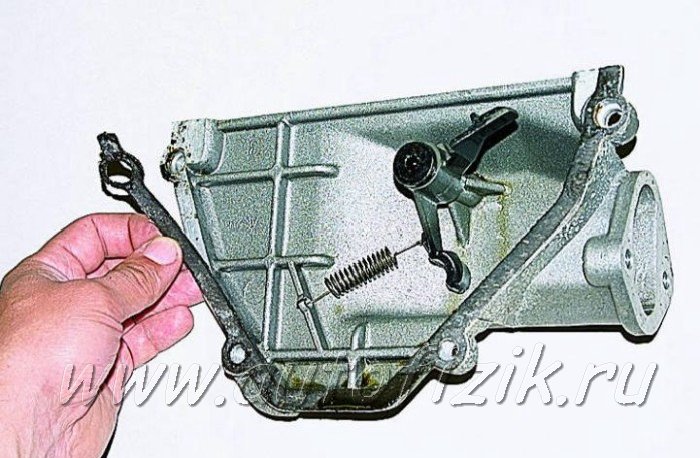
Снимаем переднюю крышку головки блока цилиндров.

. и уплотнительную прокладку.
Шестигранным ключом «на 6» отворачиваем два винта…

…и снимаем верхний успокоитель верхней цепи.

Тем же ключом отворачиваем два винта крепления среднего успокоителя.

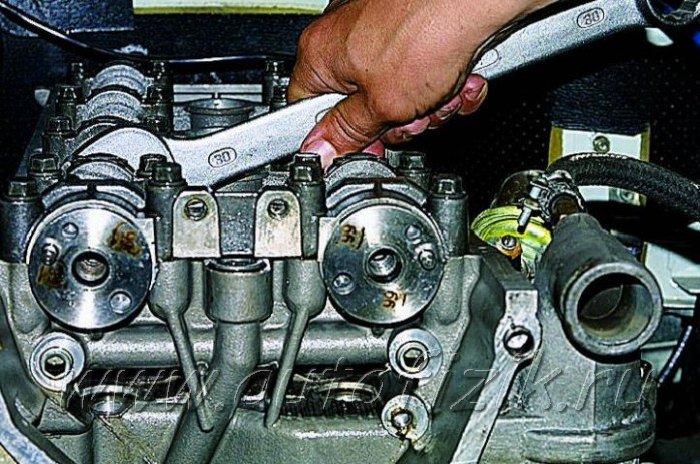
Ослабляем натяжение цепи на участке около среднего успокоителя, повернув вал выпускных клапанов по часовой стрелке ключом «на 17» за болт крепления звездочки (или ключом «на 30» за четырехгранник выполненный на валу).
Снимаем средний успокоитель.
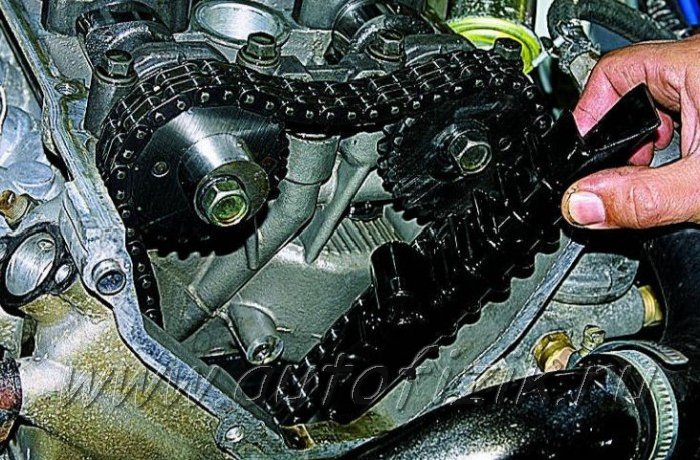
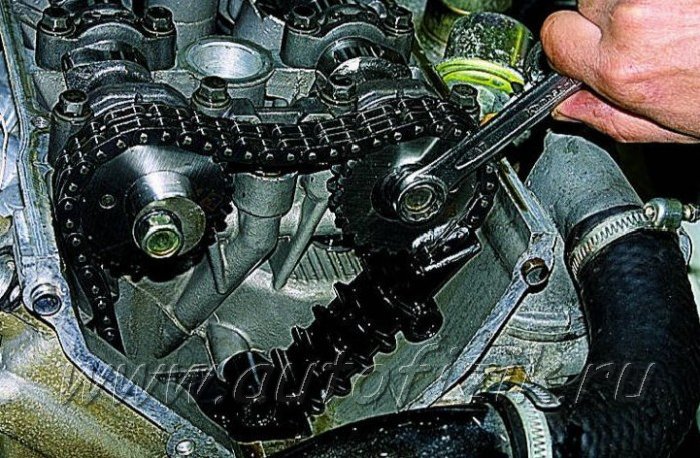
Удерживая вал выпускных клапанов ключом «на 30», ключом «на 17» отворачиваем болт крепления звездочки.

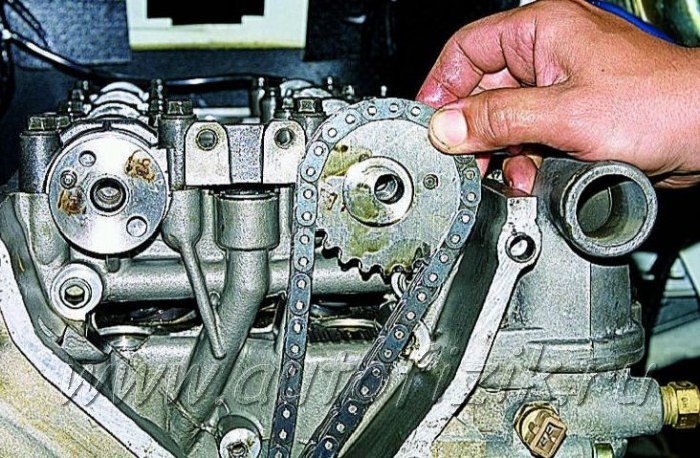
Снимаем звездочку с вала выпускных клапанов.
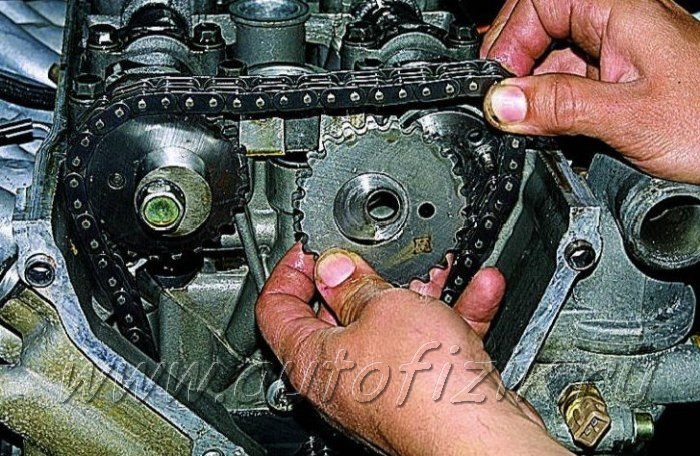
Снимаем эксцентрик привода топливного насоса…

…и звездочку вала впускных клапанов.
Головкой «на 12» отворачиваем четыре болта крепления передней крышки распределительных валов.

Снимаем переднюю крышку…

…и пластиковые вкладыши ограничения осевого перемещения распределительных валов.

Головкой «на 12» последовательно по пол-оборота ослабляем затяжку болтов крепления крышек распределительного вала до тех пор, пока пружины клапанов не перестанут поджимать валы.

Окончательно отворачиваем болты и снимаем крышки.
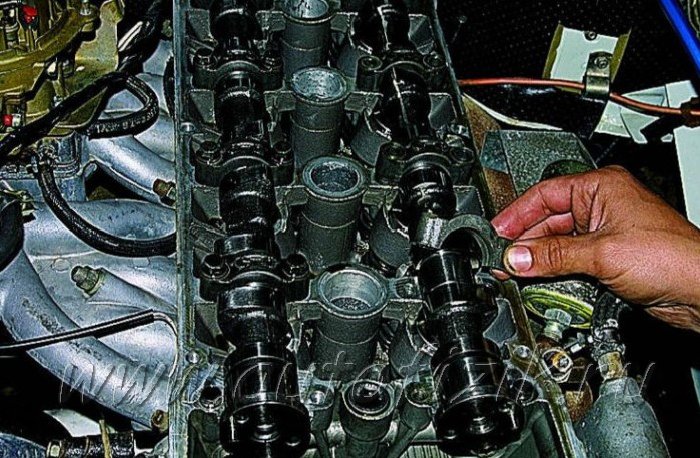
Снимаем распределительный вал.
Вал выпускных клапанов устанавливаем штифтом направо (глядя спереди), а впускных — штифтом вверх. При этом валы находятся в устойчивом положении (для наглядности шланг радиатора снят).
ВНИМАНИЕ Обратите внимание на правильное положение штифтов в отверстиях фланцев распределительных валов. Каждую крышку устанавливаем на свое место, согласно порядковому номеру, выбитому на ней
Каждую крышку устанавливаем на свое место, согласно порядковому номеру, выбитому на ней.
Крышки ориентируем так, чтобы выбитая на них цифра была обращена к наружной стороне головки.

…поворачиваем вал впускных клапанов так, чтобы его штифт располагался напротив верхней кромки головки блока.
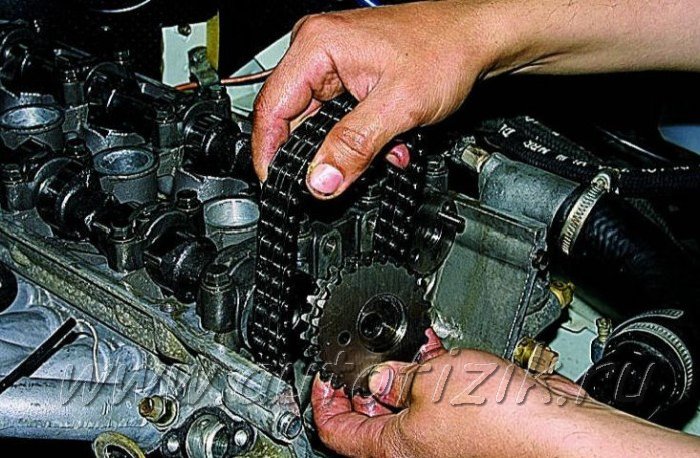
При натянутой ветви цепи со стороны среднего успокоителя метка на звездочке должна быть расположена напротив верхней кромки головки блока.
ВНИМАНИЕ После установки гидронатяжителя. ..проверяем совпадение всех меток на шкиве коленчатого вала и звездочках
В противном случае снимаем неправильно установленную звездочку и, переставив ее на одну секцию цепи, устанавливаем заново
..проверяем совпадение всех меток на шкиве коленчатого вала и звездочках. В противном случае снимаем неправильно установленную звездочку и, переставив ее на одну секцию цепи, устанавливаем заново.
Источник
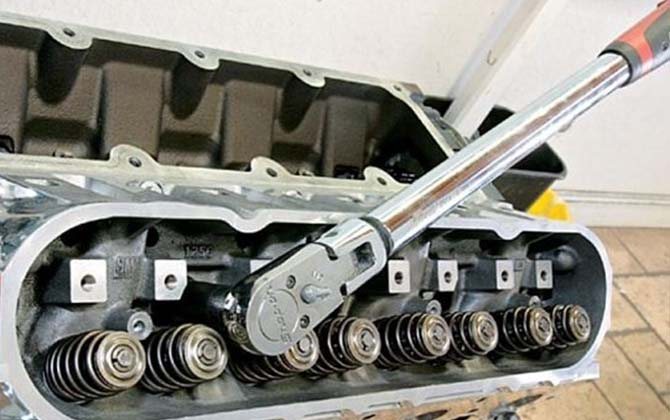
Работа с динамометрическим ключом
Динамо-ключ имеет измерительную шкалу, позволяющую точно определить усилие затяжки. Перед использованием новый ключ следует разработать, сделав несколько затяжек на минимуме, благодаря этому детали механизма смажутся. После использования инструмент нужно убрать на хранение, смазав тонким слоем машинного масла. После каждой процедуры следует выставлять ноль (если использовался щелчковый ключ), чтобы впоследствии пружина сохранила свою упругость и точность сохранилась. При активном использовании ключа пружина все равно растягивается, поэтому рекомендуется каждый год производить калибровку. При затяжке нельзя стучать по инструменту или использовать всевозможные удлинители.
Если у автомобилиста имеется ключ щелчкового типа, то перед затяжкой нужно выбрать необходимый момент. Для этого раскручивают гайку, располагающуюся внизу рукояти, и выставляют нужное значение. После этого гайку закручивают. При закручивании болтов головки блока цилиндров ключ издаст щелчок и начнет проскальзывать. Это означает, что требуемый момент силы достигнут.
Стрелочный инструмент не позволяет выставить момент затяжки заранее, поэтому усилие придется контролировать непосредственно в процессе
Затягивать крепеж необходимо осторожно, чтобы случайно не приложить больше усилий, чем необходимо. Нужное показание на шкале лучше обозначить заранее
Указатель при закручивании остается неподвижным, а рукоятка со шкалой смещается.
Электронный динамо-ключ напоминает щелчковый, только измерение осуществляется с помощью электронного устройства. Момент также выставляется заранее. Когда он достигнут, издается звуковой сигнал.
Когда необходимо делать затяжку
Если ГБЦ затянута неравномерно, то возможно со временем на ней будут образовываться трещины. Поэтому следует соблюдать моменты затяжек деталей ГБЦ. Кроме этого, во время нагрева блока цилиндров, температура между головками деталей с резьбой и самой ГБЦ разнится очень сильно. Эти колебания приводят к тому, чтобы соединения расслабляются.

О том, что нужна затяжка ГБЦ автовладельцу скажут следующие причины:
- появившаяся влажность там, где соединяется блок и головка. Значит происходит течь смазывающего средства;
- выход из строя мотора. Это уже весомая причина;
- коробление устройства;
- пробой прокладки.
Опытные механики рекомендуют проводить затяжку ГБЦ через каждые 1000 километров.
https://youtube.com/watch?v=UnxNHc4Om2o
повторная протяжка гбц
И снова здравствуйте:) Однако меня частенько спрашивают- “нужна ли повторная протяжка гбц?”. Есть много кто, которые считают, что поставил головку, затянул и не трогай ее больше.
В процессе своей довольно таки долгой работы мотористом, а это уже больше чем четверть века, я на своём опыте убедился, что если поленишься протянуть головку через время положенное для протяжки ея, то ещё через некоторое время, а это в большой части зависит от манеры езды водителя и расстояния одномоментно пройденной, придётся снимать.
Обычно прокладка сгорает в течение года, аи если человек едет на большое расстояние, то и через месяц. Поэтому мой совет таков: нельзя ехать далеко с непротянутой головкой, а иначе вам придется ее снимать в дороге. Но знаете, я заметил, если техника пришла прямо с завода, то через положенный для протяжки пробег, головки редко ослабевают. Возможно, что материал прокладки, который там ставят другой.
Так через сколько нужно протягивать головку цилиндров? В среднем через тысячу км. пробега. Так написано в инструкции и это подтверждается практикой. В инструкции по т.о. также написано, что через десять тысяч нужно ещё раз протянуть или проверить протяжку головки.
Ну в большинстве случаев хватало одной протяжки. Но редко конечно, но были случаи, что когда сгорела прокладка, то головка была слабой даже после одной протяжки. По моему это все зависит от материала прокладки гбц, Которая сильно усаживается, а которая и совсем не проседает.
Физика сего явления, а именно ослабления протяжки головки очевидна. Обычно головки цилиндров алюминиевые, а болты или шпильки крепления ещё стальные. При нагреве же у алюминия коэффициент расширения больше чем у стали и когда движок нагревается, то головка расширяясь сдавливает прокладку как прессом, а когда остывает, то отпускает ещё и прокладка уже сдавлена, а болты есессно ослабляются.
Есть правило: нельзя протягивать горячий двигатель, только холодный. Скажу вам список движков, которые нужно протягивать из своего опыта, с которыми я имел дело, а именно: змз405,406,409. движки Змз-402, УАЗ 417,421. Двигатели змз 511,512,523, зил-130, Урал.
Про другие не скажу, но обычно вазовские головки редко просаживаются. Про иномарки тоже не могу ничего сказать, потому что перебирал их мало, а п***ть попусту не хочу. На этом пока все.
Нет еще не все. Чтобы не мучится с повторной протяжкой головки, при этом приходится разбирать чуть ли не половину движка, для того чтобы убедится, что она не прослабла, а иной так и бывает. Зависит от материала прокладки. Сразу и не угадаешь.
Для того чтобы не протягивать повторно головки, можно поставить металлопакет. Про то, можно почитать тут. И хотя я писал про Уаз-патриот, это может относится ко многим движкам. Удачи друзья!
Рис. 1.60. Запрессовка сальника в сальникодержатель: 1 — сальник; 2 —
сальникодержатель; 3 — оправка
заполнить на 2/3 полости между рабочей кромкой и пыльником резиновой манжеты смазкой ЦИАТИМ-221, установить и закрепить сальникодержатель с прокладкой к блоку цилиндров;
установить маховик на задний конец коленчатого вала, совместив отверстие в маховике под штифт с установочным штифтом, запрессованным во фланец коленчатого вала;
установить шайбу болтов маховика, наживить и затянуть болты моментом 72-80 Н·м (7,2-8,0 кгс·м);
запрессовать втулку распорную и подшипник в гнездо маховика.
Подшипник запрессовывать, прикладывая усилие к наружному кольцу.
Очистить днище поршней и канавки для поршневых колец от нагара. Поршни в цилиндры блока должны устанавливаться группа в группу, в соответствии с таблицей 1.5. Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на три размерные группы (таблица 1.6) и маркируются буквами — А, В, С.
Буква, обозначающая размерную группу диаметра цилиндра, наносится краской на наружной поверхности блока цилиндров справа, против каждого цилиндра.
Размерные группы диаметров цилиндров определяются при изготовлении блока цилиндров. При ремонте двигателя бывшего в эксплуатации и имеющего износ цилиндров необходимо провести повторные замеры диаметров цилиндров и определить их группу. Замеры диаметров цилиндров производить при температуре 17-23 С.
Поршни маркируются буквами на днище (см. рис. 1.63).
Наибольший диаметр юбки поршня расположен в плоскости, перпендикулярной оси поршневого пальца на расстоянии 47,5 мм от днища поршня.
Замеры диаметров юбки поршней производить при температуре поршней
17-23 С.
Таблица 1.5
Ремонтное увеличение
| Обозначение группы | Диаметр, мм | ||
| Поршня (юбка) | Цилиндра | ||
| – | А В С | 95,488 — 95,500
95,500 — 95,512 95,512 — 95,524 |
95,536 — 95,548
95,548 — 95,560 95,560 — 95,572 |
| 0,5 | АI ВI СI | 95,988 — 96,000
96,000 — 96,012 96,012 — 96,024 |
96,036 — 96,048
96,048 — 96,060 96,060 — 96,072 |
| 1,0 | АII ВII СII | 96,488 — 96,500
96,500 — 96,512 96,512 — 96,524 |
96,536 — 96,548
96,548 — 96,560 96,560 — 96,572 |
Пальцы по наружному диаметру и поршни по диаметру отверстия под палец сортируются на две размерные группы, которые маркируются римскими цифрами. Обозначение размерной группы на поршне выбивается на его днище, на пальце — на его торце (см. рис. 1.63).
Шатуны по диаметру отверстия втулки под палец сортируются на четыре размерные группы, которые маркируются краской на стержне в зоне поршневой головки.
Шатун с пальцем и поршнем должны быть собраны в соответствии с таблицей 1.6. Шатуны с белой или зелёной маркировкой размерной группы отверстия под палец должны соответствовать размерной группе I пальца, а с жёлтой или красной — размерной группе II.
Замеры поршней, пальцев и шатунов производить при температуре
17-23°С.
Таблица 1.6
| Диаметр, мм | Маркировка | |||
| Пальца | Отверстия | Шатуна | Поршня и пальца | |
| В бобышке поршня | Во втулке шатуна | |||
| 21,990-21,995 | 22,000-22,005 | 22,0045-22,0070
22,0020-22,0045 |
белый зеленый | I |
| 21,985-21,990 | 21,995-22,000 | 21,9995-22,0020
21,9970-21,9995 |
желтый красный | II |
Шатуны по массе сортируются на три группы и маркируются краской на крышке шатуна (рис. 1.63). Цвет маркировки:
— белый — соответствует массе шатуна 900-905 г;
— зеленый — 895-900 г;
— желтый — 890-895 г.
Для установки на двигатель следует брать шатуны одной группы по массе.
Поршни по массе не сортируются.
Проверить разницу масс подобранных комплектов поршень, палец, шатун и кольца, которая не должна превышать 10 г.
При большей разнице масс комплектов с целью исключения повышенных вибраций двигателя следует выровнять массу комплектов. Для этого снять металл у шатунов более тяжелых комплектов с весовых бобышек поршневой или кривошипной головок, в зависимости от массы головок, до размера, не менее указанного на рисунке 1.61.
Протяжка головки блока цилиндров своими руками » АвтоНоватор
Как мы уже успели выяснить, ГБЦ является одним из важнейших узлов двигателя. Если вы чувствуете уверенность и обладаете навыками владения слесарным инструментом, то протяжка головки блока цилиндров труда не составит. Осталось определиться для чего и как проводить протяжку ГБЦ.
Когда нужна протяжка головки блока цилиндров
Может быть, не все автолюбители знают, но современные автомобили не нуждаются в профилактической протяжке головки блоков цилиндров.
Ранее протяжка ГБЦ являлась обязательным пунктом первого ТО, затем ситуация изменилась. Даже относительно современных ВАЗовских двигателей. Протяжка головки блока цилиндров, в основном, сегодня требуется для старых моделей двигателей ВАЗ, УАЗ, Москвич и т.д.
Основной причиной, которая подвигает владельца авто задуматься о необходимости протяжки ГБЦ, являются «мокрота» в месте соединения головки и блока. Это указывает на существующую утечку масла.
Причин может быть несколько. Наиболее традиционные: выход из строя прокладки ГБЦ, коробление ГБЦ в результате незамеченного вами перегрева двигателя, либо изначально неверно затянутые болты головки блока цилиндров. Если вам делали «капиталку» на автосервисе.
Вообще-то многие мастера рекомендуют после ремонта ГБЦ, через тысячу км. проводить выравнивание момента затяжки.
https://youtube.com/watch?v=UnxNHc4Om2o
Как проводится протяжка болтов головки блока цилиндров
С изучения. Именно с изучения Руководства по ремонту вашего автомобиля, желательно оригинального. Именно там производитель укажывает всё, что необходимо для затяжки ГБЦ. А необходимо вам знать:
- порядок (схему) затяжки болтов головки блока цилиндров;
- какой требуется момент силы затяжки;
- какие болты применяются для затяжки ГБЦ.
Болты для затяжки головки блока цилиндров – разговор особый. Дело в том, что в современных двигателях для ГБЦ применяются болты с особыми характеристиками. Так называемые «пружинные» болты, которые благодаря своим свойствам после первоначальной протяжки на заводе, не нуждаются в дополнительной.
Более того, при попытках сделать протяжку болтов головки блока цилиндров, в силу «текучести» металла, они будут вытягиваться. В результате вы можете получить разрыв болта.
Во время ремонта ГБЦ нужно ставить прокладки, которые не дают усадки. Это исключает необходимость протяжки болтов головки блока цилиндров.
Но, если уж вы решили, что протяжка болтов головки блока цилиндров вам крайне необходима, то делать ее следует с «мануалом» от производителя и при помощи динамометрического ключа. Движение в движение, цифра в цифру. Самодеятельность из расчёта «про запас» здесь не нужна.
Контроль затяжки ГБЦ
Чтобы ваша душа была спокойна, и коль скоро вы решили сделать протяжку болтов головки, то существует методика контроля момента затяжки болтов ГБЦ. Естественно, при помощи динамометрического ключа.
К болту прикладывается момент, равный моменту страгивания болта. После начала поворота, нужно контролировать момент страгивания. Если он не увеличился, значит всё в порядке, болт начал растягиваться.
Если же момент начинает расти, то значит, что болт не достиг предела текучести. Здесь нужно производить затяжку болта ГБЦ до стабилизации момента затяжки.
При контроле затяжки болтов головки блока цилиндров, обратите внимание на две особенности. Если к болту приложен момент в 20кГсм, но момент текучести не был достигнут, то болт подлежит замене, так как он имеет повышенную прочность
Если же в момент затяжки болта вы увидели, что момент уменьшается, то это означает разрушение болта, и он, однозначно требует замены.
Такие требования к болтам головки блока цилиндров объясняются просто: они работаю в постоянном режиме нагрев – охлаждение.
Все остальные особенности и рекомендации, которых требует затяжка болтов головки блока цилиндров, читайте в конкретном Руководстве, для конкретного автомобиля.
Удачи вам, и пусть затяжка болтов головки блока цилиндров своими руками, пройдёт успешно.