Наладка клапанного механизма ямз 238
Содержание:
В каких случаях производится затяжка ГБЦ?
При текущем и любом другом ремонте двигателя автомобиля, а также замене прокладки, необходимо проводить затяжку гаек с силовым моментом 235-245 Нм (24-26 кгс*м) начиная от середины головки блока и далее к краям
Важно помнить, что для силовых агрегатов ЯМЗ 236 евро с металлической прокладкой в силу её конструктивных особенностей не допускается подтяжка болтов
Стоит учитывать, что для замены прокладки необходимо иметь специальное оборудование и необходимый инструмент. Помимо этого, ремонт должен проводиться при хорошей погоде или в тёплом гараже, помещении. Окружающая температура оказывает большое влияние на установку головки блока цилиндров мотора ЯМЗ 236. Помимо этого протяжка болтов проводится при прохождении технического обслуживания. При проведении регулировки зазора клапанов ГРМ двигателя рекомендуется проводить профилактическую протяжку. Появление влаги в области крепежа и блока так же свидетельствует о необходимости протяжки. Данное явление характерно при утечке масла
Внимательный водитель обязан сразу обратить внимание на состояние ГБЦ, если требуется постоянное добавление масла или тосола в систему. Перегревание мотора может привести к деформации деталей силового агрегата, что влечет за собой необходимость дополнительной протяжки
Используемый инструмент.
Для затягивания крепежных элементов ГБЦ потребуется торцевая головка необходимого размера и динамометрический ключ. Он бывает следующих видов:
- Щелчкового типа. Данный инструмент применяется для оперативной затяжки. При достижении заданного усилия ключ издает характерный звук-щелчок. Появление повторных звуков сигнализирует о необходимости остановки затяжки. Если настроить ключ правильно, то погрешность работы не превысит 5 %.
Ключ щелчкового типа
- Стрелочный ключ представляет собой рычаг со шкалой момента и стрелкой. Простота использования является главным отличием такого ключа, однако его погрешность может достигать 20 %. Потеря упругости стали делает невозможным регулировку стрелочного ключа.
Ключ стрелочный
- Цифровой ключ считается самым точным инструментом. Он практически не имеет погрешности.
Ключ цифровой
Не рекомендуется использовать обычные накидные ключи или простые головки, так как можно сорвать резьбу или провести неправильную затяжку ГБЦ.
Особенности ГБЦ ЯМЗ 236
Крышки, закрывающие коренные опоры блока, прикрепляются к нему при помощи двух горизонтальных и такого же количества вертикальных болтов. Они обеспечивают надежное крепление и высокую жесткость блока в области коленчатого вала. Правый ряд цилиндров немного смещен по отношению к левому из-за того, что на шатунные шейки коленвала монтируется по два шатуна. На стенках чугунного блока присутствует система каналов, по которым масло подводится к подшипниками колен- и распредвала. По ним же смазочный материал попадает в жидкостно-масляный теплообменник и масляный фильтр для уменьшения температуры и очистки.
В картерных стенках гбц ямз 236 имеется четыре гнезда для цилиндров, в них есть места для вкладышей, предназначающихся для шеек коленвала. Столько же расточек с бронзовыми втулками дают возможность распределительному валу вращаться без каких-либо препятствий. Блок закрывается головкой, отлитой из того же материала, что и упомянутый узел (серый чугун, стойкий к высокой температуре). Между ними располагаются прокладки гбц, обеспечивающие необходимый уровень герметичности. Головка тоже оснащается системой каналов, по которым циркулирует вода, отводящая избыточное тепло и снижающая температурную нагрузку на металл. К блоку эта деталь крепятся при помощи шпилек, вворачиваемых в ГБЦ. В ряде случаев через некоторое время эксплуатации двигателя требуется замена прокладки. Эту задачу рекомендуется доверять квалифицированным специалистам, обладающим богатым опытом успешного выполнения подобных работ.
В боковой поверхности головки присутствуют отверстия для штуцеров, через которые дизельное топливо подводится к форсунке. Помимо этого, в ГБЦ располагаются оснащенные пружинами клапаны, форсунки, разбрызгивающие топливно-воздушную смесь. Она, воспламеняясь, приводит в движение поршни, коромысла и их оси. Прокладки гбц выполняются из полимерного материала, характеризующегося стойкостью к повышенным температурам и вибрационным нагрузкам. Седла клапанов отливаются из жаропрочного чугуна, демонстрирующего высокую прочность.
Из преимуществ ГБЦ ЯМЗ 236 можно выделить следующее:
- повышенная прочность;
- надежность в работе;
- долговечность;
- большой эксплуатационный ресурс;
- ремонтопригодность.
Конструкция + замена коленчатого вала дизеля ЯМЗ-238
Коленчатый вал – стальной, изготовлен методом горячей штамповки. Все поверхности вала азотированы и глубина азотированного слоя не менее 0,35 мм. Коленчатый вал имеет пять коренных опор и четыре шатунные шейки. На шатунных шейках установлены шатуны (по два на каждую). Коренные и шатунные шейки в процессе работы смазываются маслом под давлением. Масло подается к коренным опорам, а затем, по наклонным каналам к шатунным шейкам. В шатунных шейках есть закрытые заглушками внутренние полости, где масло подвергается дополнительной центробежной очистке.
Для уравновешивания двигателя и разгрузки коренных подшипников от инерционных сил движущихся масс поршней и шатунов и неуравновешенных центробежных сил на щеках коленчатого вала установлены противовесы, в сборе с которыми вал балансируется. Кроме того, в систему уравновешивания входят две выносные массы, одна из которых выполнена в виде выемки на маховике, закрепленном на заднем конце коленчатого вала, другая представляет собой противовес, установленный на переднем конце коленчатого вала.
Осевая фиксация вала осуществляется четырьмя бронзовыми полукольцами, установленными в выточках задней коренной опоры. Для предохранения от проворачивания нижние полукольца своими пазами входят в штифты, запрессованные в крышку заднего коренного подшипника.
Носок и хвостовик коленчатого вала уплотняются резиновыми самоподжимными манжетами.
На передний конец коленчатого вала напрессована шестерня коленчатого вала и передний противовес, закрепленный гайкой момент затяжки 176,4 – 294 Нм (18 – 30 кгс·м).
Коленчатый вал двигателей ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 имеет конус на переднем конце. На конус устанавливается ступица, на которой закрепляются жидкостный гаситель крутильных колебаний и шкив. При ремонте двигателя следует помнить, что удары и вмятины на гасителе крутильных колебаний выводят его из строя, что неизбежно приведет к поломке коленчатого вала. Хранить и транспортировать гаситель следует только в специальной таре в вертикальном положении.
На двигатели ЯМЗ-238БЕ, ЯМЗ-238ДЕ устанавливается коленчатый вал 238БЕ-1005009 (маркировка 238Н-1005015-У), а на двигатели ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 – коленчатый вал 238ДК-1005009-30 (маркировка 238ДК-1005015-30).
Маркируется коленчатый вал в поковке на 5-й щеке.
Шейки коленчатого вала могут быть двух номинальных размеров и поэтому возможны следующие варианты маркировки и применение соответствующих им вкладышей.
|
Маркировка коленчатого вала |
238ДК – 1005015-30 или 238Н – 1005015-У |
238ДК – 1005015-30 Ш1 или 238Н – 1005015-У Ш1 |
238ДК – 1005015-30 К1 или 238Н – 1005015-У К1 |
238ДК – 1005015-30 Ш1К1 или 238Н – 1005015-У Ш1К1 |
|
Диаметр коренных шеек, мм |
110-0,022 |
110-0,022 |
109,75-0,022 |
109,75-0,022 |
|
Маркировка коренных вкладышей |
236-1005170-В и 236-1005171-В |
236-1005170-В и 236-1005171-В |
236-1005170-В Р1 и 236-1005171-В Р1 |
236-1005170-В Р1 и 236-1005171-В Р1 |
|
Толщина коренного вкладыша, мм |
2,965-0,012 |
2,965-0,012 |
3,090-0,012 |
3,090-0,012 |
|
Диаметр шатунных шеек, мм |
88,00-0,022 |
87,75-0,022 |
88,00-0,022 |
87,75-0,022 |
|
Маркировка шатунного вкладыша |
236-1004058-В |
236-1004058-В |
Р1 236-1004058-В |
236-1004058-В Р1 |
|
Толщина шатунного вкладыша, мм |
2,490-0,012 |
2,615-0,012 |
2,490-0,012 |
2,615-0,012 |
Примечание: Буквы «ДК», «Н», «У», «Ш», «К» и цифры «30», «1» клеймятся при маркировке ударным способом.
autoruk.ru
Основное предназначение ГБЦ.
У данного двигателя головка блока крепится к блоку при помощи стальных шпилек. ГБЦ охлаждается посредством водяной рубашки, соединенной с блоком. Транспортные средства и специальная техника, использующие V-образный ЯМЗ-236 применяют дизельное топливо для работы. Воспламенение топлива происходит в рабочих камерах мотора. Движение поршней приводится посредством «взрывов» топлива в рабочих камерах, в результате чего выделяются газы. Правильное функционирование двигателя обеспечивается посредством вывода отработавших газов через выпускной коллектор в атмосферу. Вывод газов и подача топлива осуществляется посредством системы газораспределения. Главным элементом данной системы считается ГБЦ. Она обеспечивает герметичность между поршнями двигателя и поверхностью камеры. Головка блока производится литейным способом из различных металлов. Как правило, это либо чугун, либо сплав алюминия.
Конструктивные особенности ГБЦ.
Головка блока силового агрегата ЯМЗ 236 состоит из следующих элементов:
- Рабочие камеры.
- Впускные и выпускные клапаны.
- Газораспределительный механизм.
- Система охлаждения.
- Отверстия для свечей зажигания.
- Система смазки.
- Прокладка.
Для того, чтобы отработавшие газы из рабочих камер сгорания, охлаждающая жидкость и смазка не выходили наружу, а также попадали внутрь, между ГБЦ и блоком двигателя устанавливается прокладка.
Какие силы действуют на ГБЦ при функционировании двигателя ЯМЗ 236.
Интенсивная работа мотора оказывает высокое давление на различные детали, в том числе на головку блока цилиндров. В момент такта сжатия в камере сгорания возникает давление более 15 атмосфер. Вместе с этим температура сгорания топлива превышает 500 градусов Цельсия. Кривошипно-шатунный механизм так же оказывает сильное воздействие на ГБЦ. Герметичность между ГБЦ и поршнями обеспечивает прокладка, имеющая определённую толщину. Прокладки изготавливаются из стойких материалов, которые способны выдерживать не только силы сжатия, но и высокую температуру. После затягивания крепежных элементов ГБЦ осуществляется усадка прокладки, в результате чего детали плотнее прилегают друг к другу. Что бы не произошло деформации ГБЦ в процессе затяжки, болты должны закручиваться в определённом порядке и с определенным силовым моментом.
Какие силы действуют при затяжке гаек на ГБЦ.
Затягивание сопровождается повышенным воздействием на поверхность головки блока. Это часто приводит к изгибанию «подошвы» блока, облому шпилек
Что бы этого не произошло важно применять регламентированный силовой момент посредством использования специального инструмента. Неправильное затягивание и нарушение последовательности закручивания болтов может привести к выходу в дальнейшем отработавших газов из камер сгорания через прокладку, что влечет за собой разгерметизацию системы
Признаком выхода выхлопных газов через прокладку является снижение мощности мотора и громкий свист в подкапотном пространстве. Все это повлечет за собой необходимость монтажа ГБЦ и дополнительных финансовых затрат.
При покупке прокладки следует обратить внимание на марку производителя. Ряд производителей указывают на прокладках момент силы затягивания
Это очень важный параметр, который не должен расходиться с рекомендацией завода производителя мотора ЯМЗ 236. Так же стоит учесть, что применяемые болты должны находиться в хорошем состоянии. Не рекомендуется использовать старые крепежные детали, так как зачастую их резьба не соответствует техническим требованиям. При затяжке крепежных элементов силовой момент должен равняться началу его движения. Любой металл имеет предел эластичности. Поэтому при обнаружении нарушения целостности болта или растягивании, рекомендуется аккуратно выкрутить и заменить его на качественный. Потеря основных характеристик болтов связана с условиями работы: они постоянно греются и остывают.
Как выставить вмт на двигателе ямз 236
ПРОВЕРКА И РЕГУЛИРОВКА УГЛА ОПЕРЕЖЕНИЯ ВПРЫСКИВАНИЯ ТОПЛИВА ДВИГАТЕЛЕЙ ЯМЗ-236Н, ЯМЗ-236НЕ2, ЯМЗ-236НЕ, ЯМЗ-236БЕ2, ЯМЗ-236БЕ, ЯМЗ-236Б
Для регулировки угла опережения впрыскивания топлива на картере маховика предусмотрены два люка (см. рис. 63), а на маховике в двух местах нанесены значения углов. Для нижнего указателя 3 эти значения выполнены на маховике в цифровом выражении, а для бокового указателя 4-в буквенном выражении,
при этом, букве «А» соответствует значение в цифровом выражении 20°; букве «Б»-15°; букве «В»-10°; букве «Г»-5°.
Вращать коленчатый вал двигателя по часовой стрелке (если смотреть со стороны вентилятора) до совмещения меток на шкиве коленчатого вала и крышке шестерен распределения или на маховике с указателем, соответствующих установочному углу опережения впрыскивания топлива:
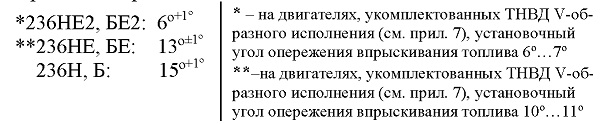
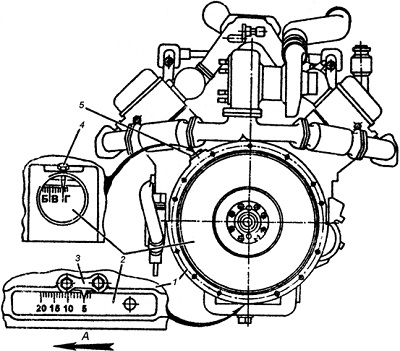
Рис. 63. Совмещение рисок на маховике с указателями картера маховика: 1-картер маховика; 2-маховик; 3, 4-указатели картера маховика; 5-пробка верхнего люка; А-направление вращения коленчатого вала
При этом клапаны в 1-ом цилиндре должны быть закрыты.
Вращать коленчатый вал можно ключом за болт крепления шкива коленчатого вала или ломиком за отверстия в маховике (рис. 61) при снятой крышке люка картера маховика.
В момент совмещения меток должны совместиться метка «А» на торце муфты (рис. 64, 65) с риской «Б» на указателе. Если метки не совместились необходимо произвести регулировку.
Порядок регулировки угла опережения впрыска двигателей ЯМЗ-236НЕ2,БЕ2 (рис. 64):
• ослабить затяжку болта 2 клеммового соединения: фланец 3 — ведущая полумуфта 1;
• поворотом демпферной муфты совместить указанные метки;
• не сбивая совмещенного положения меток, затянуть болт клеммового соединения моментом 16.18 кгс-м. При этом отклонение пакета пластин от положения в одной плоскости должно быть в пределах ±1 мм. Замер производить вблизи мест крепления пластин. В случае появления гофр на пластинах 4, их устранение производится путем поочередного ослабления и последующей затяжки моментом 11.12,5 кгс-м четырех болтов 5 крепления пластин к фланцу полумуфты и к демпферной муфте;
• проверить правильность установки угла опережения впрыскивания.
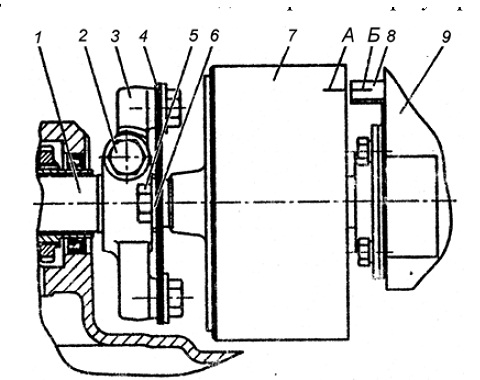
Рис. 64. Муфта привода топливного насоса высокого давления двигателей ЯМЗ-236НЕ2,БЕ2: 1-ведущая полумуфта; 2-болт клеммового соединения; 3-фланец полумуфты; 4-пластины привода; 5-болты крепления пластин привода; 6-шайбы; 7-демпферная муфта; 8-указатель; 9- топливный насос высокого давления; А-метка на демпферной муфте; Б-метка на указателе
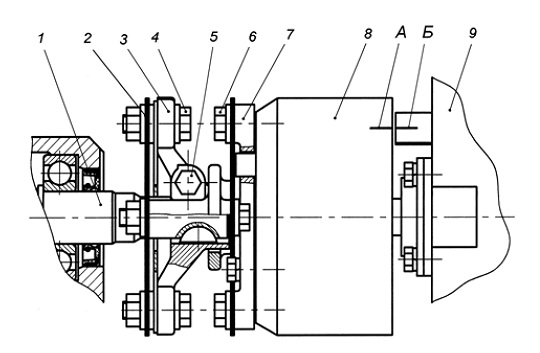
Рис. 65. Муфта привода топливного насоса высокого давления двигателей ЯМЗ-236Н,Б,НЕ,БЕ: 1-вал привода; 2-пластины привода; 3-ведущая полумуфта; 4-болты; 5-болт клеммового соединения; 6-болты; 7-полумуфта ведомая; 8-муфта опережения впрыска топлива; 9-топливный насос высокого давления; А-метка на муфте; Б-метка на указателе
Порядок регулировки угла опережения впрыска двигателей ЯМЗ-236Н,Б,НЕ,БЕ (рис. 65):
• проверить плотность посадки полумуфты 3 на валу привода 1 и затяжку клеммового болта 5 (момент затяжки 43,2.58,9 Н-м (4,4.6 кгс-м));
• отвернуть (ослабить) два болта 4 и поворотом муфты опережения за счет овальных отверстий на фланце полумуфты совместить метки «А» и «Б»;
• не сбивая совмещенного положения меток, затянуть болты 4 привода моментом затяжки 43,2.58,9 Н-м (4,4.6 кгс-м). При этом отклонение пакета пластин от положения в одной плоскости должно быть в пределах ±1 мм. Замер производить вблизи мест крепления пластин;
• провернув коленчатый вал, проверить правильность установки угла опережения впрыскивания. Несовпадение рисок должно быть не более одного деления или 1° поворота коленчатого вала.
Проверить наличие масла в муфте опережения впрыска топлива (двигатели ЯМЗ-236Н,Б,НЕ,БЕ), и, при необходимости, долить масло. Для контроля установить муфту отверстиями в верхнее положение и вывернуть пробки. При медленном повороте муфты на 70° из одного отверстия должно начать вытекать масло. После доливки масла пробки завернуть.
Источник
Ремонт головок цилиндров МАЗ
Головка цилиндров представляет собой цельную отливку из серого чугуна и крепится к блоку шпильками, ввернутыми в блок. Шпильки изготовлены из хромоникелевой стали и термически обработаны. Для обеспечения отвода тепла головка цилиндров имеет водяную рубашку, сообщающуюся с рубашкой блока, для обеспечения подвода топлива к форсунке в боковой поверхности имеются отверстия под штуцера.
В головке цилиндров размещены клапаны с пружинами и деталями их крепления, коромысла, оси коромысел и форсунки.
Седла клапанов вставные. Седла впускных клапанов изготовлены из специального чугуна, а седла выпускных — из специального жаропрочного сплава. Седла запрессованы в гнезда с натягом. Седла и металлокерамические направляющие втулки клапанов окончательно обрабатываются после их запрессовки в головку.
Устанавливаемые на двигатели головки цилиндров имеют между собой конструктивные отличия:
Головки цилиндров на двигателях ЯМЗ-236НЕ2,БЕ2 могут быть блочные на три цилиндра каждая или индивидуальные:
— Блочная головка на три цилиндра каждая. Привалочная поверхность шлифована и в зоне уплотнения гильз цилиндров выполнены кольцевые проточки.
Стык головки цилиндров, блока и гильзы уплотняется прокладкой состоящей из металлической единой на три цилиндра прокладки, уплотняющей газовый стык, и резиновых уплотнительных элементов, уплотняющих масляные, водяные и штанговые полости. Уплотнительные элементы пяти видов в количестве 14 шт. на прокладку (рис. 1).
Индивидуальная головка установлена на каждый цилиндр и крепится к блоку шестью шпильками, имеющими длину 209 мм и 248 мм. В головку запрессован чугунный стакан форсунки. Стакан в верхней части уплотнен резиновым кольцом. Привалочная поверхность в зоне уплотнения гильз цилиндров имеет три кольцевые проточки. Стык головки цилиндров, блока и гильзы (рис. 2) уплотняется прокладкой состоящей из металлической прокладки, уплотняющей газовый стык, и резиновой прокладки, уплотняющей масляные, водяные и штанговые полости. Металлическая и резиновая прокладка устанавливаются на штифты блока. Металлическая прокладка выпускается четырех размеров по толщине (1,1 мм; 1,3 мм; 1,5 мм; 1,7 мм) и подбирается при сборке двигателя индивидуально с целью достижения оптимального рабочего процесса в каждом цилиндре. В запасные части поставляется прокладка толщиной 1,7 мм.
Головки цилиндров на двигателях ЯМЗ-236Н; (Б; НЕ; БЕ) блочные на три цилиндра каждая. Конструктивно выполнена в основном аналогично предыдущей блочной.
Головку цилиндров снимать только для устранения неисправностей деталей цилиндропоршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки.
Снимать головку цилиндров в следующем порядке:
1. Слить охлаждающую жидкость из системы охлаждения двигателя.
2. Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи.
3. Снять крышку головки цилиндров.
4. Отвернуть гайки скоб крепления форсунок (рис. 3),…
…снять форсунки (рис. 4), предохраняя распылитель от ударов и засорения отверстий.
5. Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.
6. Отвернуть гайки крепления головки цилиндров (рис. 5),…
… соблюдая последовательность, обратную затяжке (рис. 6).
Отворачивать гайки крепления индивидуальных головок цилиндров не менее чем за три приема:
1 – прием — до147. 118Нм (15. 12 кгсм)
2 – прием — до 49. 39Нм (5. 4кгсм)
3 — прием — вывернуть гайки.
7. Снять головку цилиндров с двигателя и осмотреть ее состояние.
8
Если необходимо, осторожно снять прокладку головки цилиндров
9. Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке. Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головку цилиндров. Повторное использование прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов и разрушения окантовок газового стыка
Обратить внимание на правильность установки прокладки головки цилиндров на штифты и окантовок прокладок — на бурты гильз цилиндров
Гайки крепления головок цилиндров затягивать в порядке возрастания номеров, как показано на рис. 7, моментом 240 — 260 Нм (24 — 26 кгсм). После первой затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность. Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей газового стыка.
Регулировка затяжки
Итак, если решили заняться затяжкой винтов ГБЦ и регулировкой момента, то нужно соблюдать определенный порядок и последовательность. Болты крепления ГБЦ не должны быть слишком затянуты или не дотянуты. Усилие нужно прикладывать, но не увлекаться. Если не имеете опыта, то за помощью лучше обратиться к профессионалам.
Инструменты
Несмотря на то что этот процесс ремонтных работ требует особенного индивидуального подхода, подготовка к нему проходит быстро. Все потому что для этого не надо подготавливать целый набор инструментов. Если решили заняться этим самостоятельно, то понадобится приготовить только динамометрический ключ.
В хозяйстве такой ключ вряд ли получится найти, придется его приобретать в магазине. Сегодня средняя стоимость такого инструмента составляет около 800 рублей (250 гривен). Это более дешевый вариант. Можно приобрести и профессиональный ключ, его стоимость составляет около 1 500 рублей (500 гривен) и больше.
Схема затяжки
Рассмотрим схему процесса. Сразу же отметим, процедура затяжки осуществляется в несколько этапов, каждый имеет определенные шаги. При первом этапе порядок действий такой:
- Если не знаете, какой должен быть порядок затяжки, то все элементы необходимо закрепить моментом 3,5 — 4,1 кгс*м;
- На следующем этапе эти элементы нужно закрепить, чтобы момент составлял 10,5 — 11,5 кгс*м;
- Последний, одиннадцатый болт нужно закрутить моментом 3,5 — 4,0 кгс*м.
Что касается второго этапа работ, то он осуществляется в несколько шагов:
- Сначала нужно соблюдать момент обтяжки, он должен составлять 2,0 кгс*м;
- После этого элементы ГБЦ необходимо провернуть на 90 градусов;
- Затем следует еще раз довернуть их на 90 градусов.
Этапы
Рассмотрим поэтапную инструкцию по затягиванию болтов. Как сказано выше, она будет индивидуальна для каждого транспортного средства. Поэтому, если хотите заняться этим делом самостоятельно, то вам в любом случае необходима сервисная книжка к своему авто. В частности, вам потребуется:
- ознакомиться с процессом и схемой затягивания винтов ГБЦ в своей машине;
- также необходимо знать время силы для затягивания винтов ГБЦ;
- ознакомиться со штифтами, которые используются для затягивания, возможно, они имеют специфическую форму или другие нюансы, которые следует учесть.
Как сказано выше, процедура по затягиванию штифтов ГБЦ происходит в несколько этапов. Рассмотрим этот процесс на примере автомобиля ВАЗ 2109:
- Все регулировочные штифты следует затянуть таким образом, чтобы момент был равен 2,0 кгс*м.
- Затем эти же винты нужно закрепить. Для этого момент должен быть равен примерно 8 кгс*м.
- Все винты следует провернуть, но не более, чем на 90 градусов.
- Затем нужно довернуть штифты не более, чем на 90 градусов.
Регулировка клапанов ямз 238 и 236
Для Ярославского моторного завода этот вариант компоновки двигателя наиболее типичен, поскольку производитель стремится к максимальной унификации силовых агрегатов. Поэтому моторы ЯМЗ-236, ЯМЗ-238 и ЯМЗ-240 можно считать с определенной натяжкой вариантами одного двигателя с разным числом цилиндров – от 6 до 12. Благодаря унификации дизелей регулировка клапанов ЯМЗ с V-образной компоновкой выполняется сходным образом.
Вся работа выполняется за два оборота коленвала, разница состоит только в углах проворота между настройкой отдельных клапанов.
- Регулировка клапанов ЯМЗ 236 (БЕ/НЕ, БЕ2/НЕ2 и прочих модификаций) ведется в порядке работы цилиндров (1–4–2–5–3–6). Перед этим обязательно проверяется затяжка осей коромысел, нормированное заводом усилие составляет 120-150 Н*м.
- Регулировка клапанов ЯМЗ 238 идет в другом порядке (1-5-4-2-6-3-7-8). Зазоры устанавливаются с помощью аналогичных щупов в пределах 0,35-0,3 мм для всех клапанов.
- Двигатель ЯМЗ-7511 фактически является форсированным вариантом старого 8-цилиндрового мотора, настройка абсолютно аналогична тому, как производится регулировка зазора клапанов ЯМЗ-238.
- Регулировка клапанов ЯМЗ 240 идет в порядке 1-12-5-8-3-10-6-7-2-11-4-9 и требует несколько большего объема подготовки (нужно освободить смотровое окно маховика для проворота коленвала, в то время как регулировка клапанов ЯМЗ 236-238 ведется с проворотом со стороны вентилятора).
При разборке мастером сервиса выполняется попутная диагностика в доступном объеме – осматриваются коромысла, штанги, регулировочные элементы.
Регулировка клапанов ЯМЗ 238 и прочих V-образных двигателей должна выполняться только на холодном двигателе. Предельно малое время после остановки двигателя – 15 минут.
Сравнительно большое количество деталей газораспределения в нижневальном механизме делает это требование критичным, так как тепловое расширение отдельных узлов неравномерно, зазор по мере прогрева и остывания ДВС меняется нелинейно. У атмосферных двигателей и моторов «турбо» зазоры не отличаются.
По соображениям безопасности мастер перед началом работы принудительно перекрывает подачу топлива, чтобы избежать случайный рабочий впрыск топлива в цилиндр при провороте коленчатого вала.