Как пользоваться развальцовкой для медных труб
Содержание:
Профилактика поломки тормозных трубок
Естественно, чтобы не тратить в дальнейшем много времени на поиски поломок и ремонт, лучше всего с заботой относиться к своему транспортному средству. Не ленитесь, а следуйте простым советам:
- Периодически просматривайте тормозные трубки на наличие ржавчины и дефектов. Загрязнения, микротрещины, коррозия приводят к некорректной работе системы.
- По регламенту меняйте тормозную жидкость.
- Проверяйте герметичность креплений.
- Обрабатывайте поверхности антикоррозийными средствами.
- Не допускайте течи тормозной жидкости.
- Станьте сторонником аккуратной езды. Нередки случаи, когда разрывы трубок происходили при преодолении препятствий.
- Диагностируйте тормозной механизм не менее одного раза в два года. Автомобилистам, которые много времени проводят в дороге, это стоит делать после каждых пятидесяти тысяч пробега.
- Регулярно следите за износом деталей транспортного средства, и оно позаботится о вашей безопасности.
Вальцовочный инструмент для медных труб
Трубопрокат из меди — это мягкая и эластичная продукция. Поэтому расширить трубку можно кустарным способом. Для этого прокат просто натягивается на болванку в виде конуса необходимого размера. Однако так очень трудно создать раструб, чтобы не нарушилась геометрия.
Часто стенки расширенного участка получаются с разной толщиной. У созданного раструба также нередко возникает перекос. Все такие дефекты появляются по причине неравномерного усилия, которое прилагает человек при развальцовке кустарным способом.
Экспандер
Инструмент представляет собой ручное устройство, работающее за счет физической силы. В конструкции экспандера присутствует два рычага и раздвижной расширитель в форме конуса. Вальцевание выполняется путем воздействия на ручки после того, как головка инструмента будет вставлена в трубу.
Экспандер позволяет быстро выполнить работу при минимальных трудозатратах. В комплект инструмента входит набор вальцовок, подбираемых под внутренний диаметр деталей. Однако они растягивают стенки проката неравномерно, что затрудняет получение качественного результата. Ведь более тонкие участки могут просто лопнуть.
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.
 Вальцовка для медных труб
Вальцовка для медных труб
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.
 Набор вальцовок для медных труб.
Набор вальцовок для медных труб.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
С электроприводом
Этот самый дорогой вид инструмента. Он отличается высокой производительностью. По этой причине аккумуляторное устройство применяется монтажными компаниями при выполнении большого объема работ.
Особенности технологии
Ремонт автомобиля, с чем бы он ни был связан, редко вызывает приятные эмоции у автолюбителя. Это объясняется еще и тем, что такое мероприятие, как правило, сопряжено с определенными финансовыми расходами. Между тем, если говорить о ситуации, при которой необходимо развальцевать тормозные трубки, расходы на такую процедуру можно минимизировать, если выполнить ее своими руками.
Итак, чтобы развальцевать тормозные трубки своими руками, требуется не только подробно изучить теоретическую информацию по данному вопросу и просмотреть соответствующее видео, но и приобрести специальное приспособление. В набор для развальцовки тормозных трубок, который можно достаточно недорого приобрести во многих автомобильных магазинах, входят следующие инструменты и приспособления:
- труборез;
- штуцер, применяемый в качестве соединителя;
- клещи.
В набор для развальцовки входит, как правило, зажим под различные размеры трубок
Используя такой несложный набор, к которому надо добавить дрель (чтобы снимать фаски на концах труб), а также бензин, необходимый в качестве смазывающего материала, можно не только качественно выполнить развальцовку своими руками, но и сэкономить приличную сумму денег, которые пришлось бы заплатить специалистам станции технического обслуживания.
При замене трубки на новую сначала делаем копию по образцу старой
Непосредственно перед процедурой развальцовки с тормозной трубкой необходимо выполнить следующие действия.
- Трубку при помощи инструмента или вручную откручивают от тормозного цилиндра или суппорта.
- При помощи визуального осмотра определяют наличие повреждений на поверхности трубки. Если они находятся близко к ее краю, то трубку можно восстановить, если нет, то ее надо заменить на новую.
- Используя такой инструмент, как труборез, от края трубки отрезают участок с повреждением и обрезанный край обрабатывают бензином.
- Обрезанный конец трубки зажимают клещами и в его внутренней части при помощи дрели со сверлом соответствующего диаметра снимают фаску.
- Участок внутренней поверхности трубки, где была снята фаска, очищают от стружки. После этого конец трубки вставляют в штуцер, выступающий в роли соединителя.
Аккуратно укорачиваем трубку с помощью специального резака
После того как все вышеописанные действия выполнены, трубку необходимо развальцевать, для чего лучше всего использовать специальный станок. Развальцовка, выполняемая при помощи такого станка, осуществляется по следующему алгоритму.
- Конец трубки, который требуется развальцевать, вставляют в зажимное отверстие станка. При этом часть трубки, выступающая из зажимного механизма станка, должна составлять примерно 5 мм.
- При помощи специального пуансона, которым оснащен такой станок, конец трубки развальцовывают.
- При необходимости развальцовки второго конца трубки вся вышеописанная процедура выполняется в такой же последовательности.
Сдавливаем плашку прессом, визуально следя за образованием грибка, и получаем качественно обжатую трубку
В результате выполнения развальцовки с помощью такого прибора, с правилами и тонкостями работы с которым лучше всего ознакомиться по видео, конец тормозной трубки становится аккуратно расширенным. Использование специального станка позволяет регулировать параметры такого расширения, ведь для тормозных систем, используемых на автомобилях разных марок, они могут серьезно разниться. Как правило, в специальных наборах, при помощи которых развальцевать тормозные трубки можно своими руками, есть и лекало, позволяющее осуществлять контроль за результатом выполнения технологической операции.
Разворачивание конца трубки посредством специального ножа, расположенного на задней стенке резака
Таким образом, развальцевать трубки, используемые в тормозной системе автомобиля, несложно, если использовать для этого специальные инструменты и приспособления. Выполняя такую развальцовку своими руками, вы не только экономите деньги, но и полностью контролируете процесс выполнения технологической операции, от результатов которой зависит работоспособность вашего транспортного средства. В таких случаях всегда следует помнить о том, что автомобильный слесарь выполняет работу не для себя, поэтому и относится к ней соответственно. Чтобы не переживать за результаты самостоятельного ремонта своего транспортного средства, необходимо придерживаться нескольких простых рекомендаций:
- четкое следование инструкциям, в качестве которых может выступать и видео;
- использование для развальцовки только качественных инструментов, приспособлений и расходных материалов;
- строгий контроль на всех этапах выполнения ремонтных мероприятий.
“>
Когда применяется?
Развальцовка нашла широкое применение в современном мире. К этому методу обработки металлических труб обращаются в различных случаях.
- Соединение трубок кондиционера требует употребления муфт. Применение этого метода объясняется необходимостью в контроле рабочих жидкостей и неприемлемостью использования сварки. Аналогичная ситуация складывается в сфере производства холодильных установок.
- Пайка медных заготовок может быть выполнена на высоком уровне только при условии хорошего соприкосновения поверхностей труб. В случае обработки заготовок с разным диаметром проблем не возникает — они просто вставляются друг в друга и спаиваются между собой. Для труб с одинаковым диаметром приходится применять развальцовку для торцов, увеличивая тем самым площадь соприкосновения. Если ее не применять, то соединение не получится прочным и разорвется от рабочих усилий или вибрации.
- Создание подводок из нержавеющих гофрированных труб.
- При конструировании трубопроводов или проведении ремонтных работ в процессе создания различных приборов возникает необходимость в качественном соединении медных трубок. Благодаря развальцовке можно подготовить отверстия для дальнейшего соединения.
- Монтаж трубопроводов из металлопластиковых, алюминиевых, стальных и прочих материалов, а также устранение протечек в уже существующих конструкциях.
- Упрощенный процесс соединения торца труб может потребоваться в декоративных и прочих целях. В этом случае развальцовка позволяет зафиксировать заготовку торцом к плоскости, например.
- Создание сложных конструкций, которые, к примеру, предполагают прокладку электрических жгутов, требуют обеспечение прохождения через изгибы. Для решения таких задач вся конструкция разбивается на несколько фрагментов, которые соединяются между собой муфтами.
- В сфере производства автомобилей существует необходимость создания быстроразъемных соединений для формирования гидравлических тормозных систем и элементов для систем сцепления.
- Подготовка труб под шланг, изготовление заклепок, втулок и прочих деталей.




Главные моменты мы указали, потому можем продвигаться дальше в процессе изучения особенностей этого способа обработки труб из разных материалов.
Неисправности трубок
При плохой передаче жидкости по трубкам торможение авто совершается с запозданием, и тормозной путь возрастает практически в два раза. Кроме того, в работе системы, наиболее часто при нажатии педали тормоза, возникают посторонние звуки и некоторые импульсные перемещения.
Причиной повреждения трубок является
потеря жидкости в тормозной системе. Эта потеря повергнет к перегреванию тормозных барабанов и к неровному изнашиванию колодок. Ещё одним показателем может быть необычное поведение авто в период нажатия на рычаг, а именно: автомобиль немного отходит в сторону. Конечно, это не прямая причина, однако, как заявляют профессионалы, она может указывать на поломку трубок.
Каждый автомобилист должен немного ориентироваться в конструкции собственной машины, чтобы уметь в случае ремонтных работ ликвидировать поломку собственными руками, если есть такая возможность. В особенности это относится к автотормозной системе. Зачастую при ее неисправностях необходима развальцовка труб, по которым жидкость переходит, при нажатии на рычаг, от цилиндра к колодкам.
Определить поломку самостоятельно можно в следующих ситуациях:
Очевидным признаком того, что трубки износились и пора делать развальцовку, будет повышение тормозного пути.
Отмеченные проблемы наносят весьма высокий ущерб не только отдельным составляющим, но и целой системе. В случае если собственник желает защитить автомобиль от проблем, ему необходимо помнить, что следует хотя бы раз в год проходить тестирование автотормозной системы.
Развальцовка труб — это не особо приятная работа, однако и не очень сложная
Наиболее важное, что развальцевать можно своими руками. Для высококачественного исполнения этой работы необходимо купить специальное приспособление, именуемое «развальцовщиком»
Такой комплект для развальцовки трубок имеет приемлемую цену, и в нем можно увидеть:
- труборез;
- штуцер;
- клещи;
- штампы.
Можно купить набор в любом автомобильном магазине, его стоимость — копейки по сравнению со стоимостью работы на станции технического обслуживания.
При приобретении прибора для развальцовки необходимо концентрировать внимание на изготовителе и стоимости. Наиболее дешёвые комплекты лучше не приобретать, так как их качество не способствует продолжительной эксплуатации
Этот метод ремонтных работ обойдётся дешевле, чем в автомастерской.
Виновником внепланового износа патрубков считаются коммунальные службы. Разные химические реагенты и соли, щедро рассыпаемые для борьбы, к примеру, с гололёдом, в несколько раз стимулируют ржавление сплава и сокращают отпущенную производителем продолжительность работы многочисленных элементов. И ещё один фактор, заставляющий часто заниматься тормозной системой, — печально прославленные отечественные дороги. При нагрузке трубки деформируются и лопаются. Все совместно приводит к тому, что составляющие выходят быстро из строя.
Предназначение тормозных трубок
Любая гидравлическая система нуждается в наличии магистралей, по которым жидкость подаётся в рабочие механизмы. Тормозная система автомашины не является исключением, но здесь имеются свои особенности. Связаны они как с конструкцией тормозов, так и техническими характеристиками используемой рабочей жидкости, к которой предъявляются весьма жёсткие требования:
- она должна не закипать при температурах, превышающих 200 градусов;
- не терять текучесть в сорокаградусный мороз;
- не быть агрессивной к резиновым деталям тормозной системы;
- не приводить к коррозии.
Последний пункт особенно важен для тормозных трубок, являющихся неотъемлемой частью ТС современного автомобиля. Рассмотрим принцип работы типовой тормозной системы.
Алгоритм остановки транспортного средства связан с выполнением следующих действий:
- водитель при возникновении необходимости снизить скорость движения машины вплоть до полной её остановки нажимает с соответствующим усилием на педаль тормоза;
- шток педали напрямую воздействует на поршень главного тормозного цилиндра, приводя его в действие;
- поршень, двигаясь в цилиндре, воздействует на тормозную жидкость, создавая определенное явление;
- жидкость, сжимаемость которой близка к нулю, движется по магистрали и воздействует на тормозные цилиндры, расположенные на каждом из колёс;
- поршни передают импульс движения на тормозные колодки, которые, прижимаясь к дискам, и создают тормозное усилие, притормаживая вращение колёс.
В этой цепочке тормозные трубки являются составной частью гидромагистрали, по которой движется рабочая жидкость. Их задача – не допустить подтеканий ТЖ, поэтому особое значение приобретает качество их соединения с другими элементами тормозной системы. Вот для этого и используется технологическая операция, называемая развальцовкой.
Её сущность заключается в деформировании оконечного участка трубки таким образом, чтобы равномерно увеличить её диаметр (противоположная операция, заключающаяся в сужении диаметра кончика трубки, называется завальцовкой). Развальцовка нужна для того, чтобы обеспечить максимально герметичное соединение трубок друг с другом или трубки с коллектором.
Поскольку, как мы уже отмечали, тормозные трубки подвержены механическим воздействиям, они могут получить повреждение, ставшее причиной разгерметизации системы – в этом случае требуется немедленная операция по их замене. Естественный износ – более распространённая причина замены этой компоненты тормозной системы.
Сама процедура развальцовки трубки состоит из трёх этапов:
- определение требуемого зазора между трубной решёткой и кончиком трубки;
- развальцовка и трубки, и трубной решётки;
- снятие демпфирующей нагрузки с внутренних стенок трубки.
Технология деформации требует, чтобы металл тормозной трубки подвергался так называемой пластической деформации, а металл решётки – упругой деформации. Для обеспечения этого условия решётка изготовляется из более твёрдого металла, что позволяет после завершения этапа развальцовки трубной решётке целиком «обхватить» трубку.
Обеспечение требуемой герметичности такого соединения осуществляется посредством применения метода контактного давления, образующегося между наружными поверхностями контактирующих деталей. В некоторых случаях технология соединения развальцованных кончиков труб предполагает использование сварки – такой метод называют комбинированным.
В заводских условиях развальцовка осуществляется с применением специального станка, оснащённого приводом гидравлического, пневматического или электрического типа, предусматривающего возможность контроля за скоростью вращения. Именно на привод ложится задача обеспечения требуемой надёжности соединения.
При замене тормозных трубок развальцовка осуществляется с использованием специального инструмента, который можно приобрести в автомагазине.
Инструменты для развальцовки медных труб
Виды развальцовок для большинства медных труб выполняют специальными, ручными и приводными развальцовочными приспособлениями. Первые из-за своей компактности и малого веса используются чаще.
В основу действия инструмента положен принцип поперечной раздачи ограниченного участка трубы. При этом должны учитываться следующие условия:
- Коэффициент развальцовки k = d/D (d – внутренний диаметр недеформированной части медной трубки, D – максимальный диаметр нижнего конуса после окончания развальцовки) не должен быть 0,75…0,85;
- Угол развальцовки не должен превышать 300; на практике это условие часто не выполняется, вследствие чего на торце конуса возможны волнообразные складки и даже трещины (в ряде случаев микротрещины видны даже на внутренней поверхности трубки). Такие изделия дефектны, и к установке допущены быть не могут;
- Торец трубки, которая подлежит развальцовке, должен быть ровно отрезан от мотка и тщательно зашлифован. Для резки рекомендуется использовать не обычную ножовку по металлу, а приспособление для кругового реза, которое обеспечивает чистый срез. Приспособление включает режущее лезвие, направляющее колесо и ручку для затяжки. При вращении инструмента вокруг заготовки, лезвие постепенно внедряется в материал, оставляя чистую кромку;
- После развальцовки наблюдается утонение стенки трубки, которое можно определить по формуле s1 = sk0,5 (s – исходная толщина стенки трубки, s1 – толщина стенки после развальцовки, в нижней части конуса).
При подогреве медной трубки предельное значение коэффициента развальцовки может быть снижено на 15-20 %.
Кратко рассмотрим наиболее часто встречающиеся типы развальцовочной оснастки.
Механический развальцовщик
Ключевой деталью такого приспособления является валик (реже – шарик), который изготовлен из твёрдого сплава или быстрорежущей закалённой стали. Валик прижимается к подготовленной кромке заготовки и с нажимом прокатывается по ней.
Интенсивность развальцовки устанавливается визуально, с учётом приведенных выше ограничений. Передвижение валика по деформируемой поверхности производят вручную. При выборе типоразмера устройства следует соотнести геометрические характеристики валика – радиус закругления, диаметр – с необходимым размером деформируемого торца изделия.
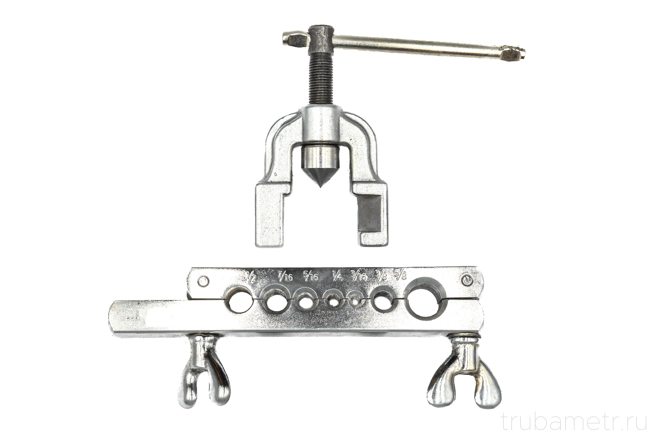
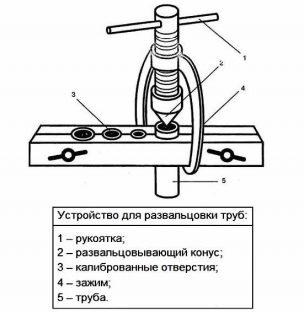
Конусный развальцовщик
Представляет собой наиболее удачную конструкцию инструмента. Основным элементом является конический пуансон. Перемещаясь в винтовой направляющей, он производит равномерную раздачу боковых стенок трубки. По внешнему виду напоминает ручной винтовой пресс, который можно закреплять на рабочем столе или верстаке.
Перемещение пуансона контролируется визуально, по достижении требуемой степени деформации. Для снижения трения внутреннюю поверхность заготовки можно смазать. При работе с конусным развальцовщиком усилие операции будет непрерывно возрастать.
Развальцовщик с электроприводом
Производители такого инструмента обычно комплектуют их наборами различных насадок, отличающихся углом конуса, радиусами закругления рабочей части и её длиной. Цена инструмента возрастает, зато и его эксплуатационные возможности увеличиваются. Развальцовка медных трубок приводными развальцовщиками целесообразна при значительном объёме выполняемых операций. Привод осуществляется от аккумулятора.
Эксцентрический развальцовщик
Работает по принципу перекатывания давильного приспособления по поверхности заготовки. Усилие обработки при этом – минимальное, однако существенным недостатком считается неравномерность характеристик деформируемой части трубки. Кроме того, сам процесс развальцовки происходит более длительное время.
Рычажный развальцовщик
Наиболее простой тип оснастки, который доступен для изготовления своими руками. Другое название – эспандер. Представляет собой систему из 2…4 рычагов, которые равномерно располагаются вокруг деформируемой заготовки, преодолевая при работе сопротивление возвратных пружин.
Развальцовка происходит последовательным и одновременным перемещением рычагов в направлении деформирования. Трёхрычажную схему используют реже, потому что для неё требуется работать вдвоём. Другим недостатком приспособления является невозможность текущего контроля качества.
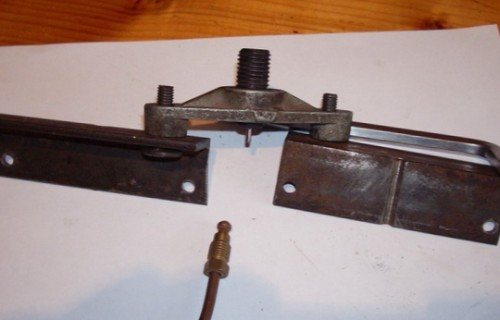
Самодельное приспособление для ремонта тормозных трубок
Ещё более дешёвым методом является изготовление самодельного устройства. При желании и минимальных навыках работать руками, ничего сложного в этом нет. Для начала необходимо изготовить основание (станину) для крепления трубок. Можно собрать её из двух стальных уголков. Уголки нарезать нужной длины шлифовальной машинкой, просверлить в них два отверстия для крепления болтами. Это делается за 15 минут.
Собрав станину нужно сделать отверстия под трубку, и снять фаски на сверлильном станке или дрелью. Самым сложным является изготовление пуансонов (оправок). Можно заказать их знакомому токарю.
Технология развальцовки трубок
 Технология развальцовки трубок
Технология развальцовки трубок
Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.