Ремонт электронных блоков управления (эбу) в москве
Содержание:
- Немного о контрактных двигателях
- Горячая запрессовка гильз с применением сухого льда
- Разборка двигателя, дефектовка
- Признаки выхода из строя электронного блока управления
- Причины износа
- Этапы ремонта
- Шлифование БЦ
- Опрессовка ГБЦ: 3 основных этапа и 2 полезных совета + видео
- При помощи чего проводится расточка
Немного о контрактных двигателях
В последнее время у капиталки появился достойная альтернатива в виде контрактных моторов. Но далеко не все знают, что это такое. Честно говоря, еще несколько лет назад я сам не особо понимал, о чем идет речь. Но все меняется, появляются новые знания и хорошие знакомые, которые могут подсказать.
Если смотреть на проблему износа двигателя с позиции денег, то контрактный мотор стоит примерно также или может обходиться немного дешевле капиталки. Но помните, что под контрактным силовым агрегатом подразумевается бывший в употреблении мотор, то есть бу. Обращаясь в сомнительные организации, вам могут предложить движок, состояние которого, мягко говоря, не очень. Плюс с законностью приобретения контрактного двигателя могут возникнуть проблемы. Ведь его придется потом заново регистрировать.
То есть я считаю, что выбор в пользу контрактного мотора, а не капитального ремонта, актуален только в нескольких случаях:
- двигатель на вашей машине восстановить уже невозможно из-за серьезных поломок и крупного ущерба его целостности;
- требуется максимально быстро поменять силовой агрегат, а капремонт занимает очень много времени;
- сложно найти подходящие детали для восстановления мотора.
А если вам вдруг предложили якобы отличный контрактный двигатель, да еще и по привлекательной цене, настоятельно советую отказаться. Тот же g16a Escudo от Suzuki никак не может стоить дешево, если он в хорошем состоянии.
Надеюсь, этот материал дал вам пищу для размышлений, а также позволил полноценно взглянуть на проблему капитального ремонта силовых установок на автомобилях.
Горячая запрессовка гильз с применением сухого льда
С помощью сухого льда гильзы могут охлаждаться примерно до 80° С. Относительно простая возможность приготовления сухого льда — применение наполненной в сифонные баллоны С02 (углекислоты). К физическому принципу: при выходе газа образуется, вследствие внезапного расширения, сухой лёд. Сухой лёд может собираться в изолированном резервуаре. Данный изолированный резервуар должен удовлетворять нужным требованиям в части изоляции и прочности. Целесообразно применение кожаного мешка, как это показано на изображении 1. Для охлаждения гильзы кладут в соответствующий футляр (достаточно бумажной коробки) и обкладывают сухим льдом.
Горячая запрессовка гильз с применением жидкого азота
Гильзу цилиндра кладут в жидкий азот (изобр. 2); она приобретает при этом температуру от -180° до -200° С. Жидкий азот можно получить у местного продовца газом.
| Изображение 1 |
| Изображение 2 |
Подогрев блока цилиндров
Идеальной для подогрева блока цилиндров является печь подогрева соответствующего размера (изобр. 3). Блок цилиндров помещается в печь, нагретую до 120-140° С, и остаётся там примерно на 20-30 минут. Подогрев блока цилиндров может производиться также в горячей масляной ванне. Основные отверстия должны быть перед горячей запрессовкой очищены от прилипшего масла. Ни в коем случае нельзя блок цилиндров подогревать открытым пламенем. Неравномерный подогрев блока цилиндров может вызвать остаточное коробление материалов и сделать блок цилиндров непригодным.
Для обеспечения надёжной установки необходима разность температур между блоком цилиндров и гильзой около 200° С.
Перед установкой алюминиевых гильз с применением жидкого азота подогрев блока цилиндров не обязателен. Если всё же имеется такая возможность, в общем, рекомендуется подогрев блока цилиндров до 100-120° С.
Указание
При установке гильзы из серого чугуна в корпус алюминиевого блока цилиндров следует, из-за меньшего теплового расширения/усадки гильзы из серого чугуна как правило, блок цилиндров подогреть.
| Изображение 3 |
Установка гильзы цилиндра
Установка гильзы цилиндра (изобр. 1) вообще проста. Благодаря охлаждению гильзы цилиндра её диаметр уменьшается примерно на 0,15 мм, в то время как благодаря подогреву блока цилиндров основное отверстие увеличивается примерно на 0,10 мм, — так что при установке гильзы получается — за вычетом желаемого перекрытия в -0,1 мм — монтажный зазор величиной от =0,15 до 0,20 мм. Гильзы всё же должны быть установлены относительно быстро и за один ход. При установке в блок цилиндров гильза должна буквально упасть в основное отверстие. При этом она может при установке в блок цилиндров несколько отскочить. По этой причине гильзу следует моментально дожать с помощью куска дерева или пластмассы, чтобы она не осталась в положении отскока. Гильза сразу же сядет жёстко, как только выравняются температуры гильзы и отверстия. Если гильза сядет жёстко в неправильном положении, то процесс горячей запрессовки прошёл неверно и должен быть повторён. Дожатие — также с помощью пресса — невозможно. Аварийная гильза должна быть тогда высверлена на сверлильном станке и удалена. Тогда вновь растачивают гильзу до остаточной толщины стенки 0,3-0,5 мм и удаляют тонкую остаточную часть с помощью отвёртки.
| Изображение 1 |
Торцевание блока цилиндров
После установки гильзы (гильз) и выверки блока цилиндров он подвергается торцеванию (изобр. 2). Слой удаляемого материала должен быть 0,1 мм для обеспечения полной плоскости разъёма блока цилиндров.
Важно!
Изображение 2
Для наилучшего уплотняющего действия уплотнения головки блока цилиндров шероховатость поверхности плоскости разъёма блока цилиндров должна соответствовать значению, предписанному изготовителем двигателя.
Разборка двигателя, дефектовка
Прежде чем приступить к ремонту двигателя автомобиля, его нужно освободить от навесного оборудования.
Снимаем генератор, стартер, впускной и выпускной коллектор и другие детали навесного оборудования, попутно оцениваем состояние компонентов.
Форсунки можно отдать на промывку и корректировку, впускной коллектор и дроссель помыть.
После демонтажа навесного оборудования приступаем к постепенной разборке мотора.
Снимаем переднюю крышку двигателя, особенно это актуально, если привод ГРМ цепной – можно проверить состояние цепи.
После снятия передней крышки оцениваем состояние цепи, направляющей и натяжителя.
Снимаем клапанную крышку, чтобы добраться до болтов ГБЦ. Оптимально – если есть помощник и ключ с длинным воротком, тогда удастся без усилия сорвать болты ГБЦ.
После того, как болты головки блока цилиндров сорваны, выкручиваем их, со всех сторон аккуратно поддевая отверткой.
Обратим внимание на ГБЦ. Лучше всего отдать головку блока цилиндров на опрессовку
Под этим процессом подразумевается проверка головки на наличие трещин, состояние комплектующих. Как правило, требуется замена нескольких направляющих с клапанами, а после – обязательная притирка клапанов к седлам.
Устанавливаются новые сальники клапанов
Кстати, делая ремонт двигателя своими руками, важно проверить состояние кулачков распредвала – при его сильном биении и износе потребуется замена. На СТО плоскость головки шлифуют до идеально ровного состояния, также могут отфрезеровать плоскость на несколько миллиметров
Когда головка готова, переходим к блоку цилиндров. Изначально оцените зазор между поршнем и цилиндром. Если цилиндр имеет синий оттенок, это означает, что был перегрев.
Блок цилиндров также нужно отвезти на промер, где путем применения профессионального инструмента, будут известны результаты износа поверхности цилиндра. Обычно приходится хонинговать поверхность цилиндров или растачивать их под ремонтный размер поршня.
В это время проверяют коленчатый вал на биение. Если биение в допусках, что позволяет шлифовать шейки под ремонтный размер, то коленвал растачивают.
После покупки новых поршней и колец можно отдать их мастерам, которые вывесят шатуны и поршни отдельно и вместе, подогнав их по весу и установив в блок цилиндров с нужным моментом.
Немаловажно оценить состояние масляного насоса. Если их звездочки не сточены, можно обойтись обычной мойкой насоса и чисткой сетки масляного приемника
В целом ремонт двигателя своими руками закончен, осталось его собрать.
Признаки выхода из строя электронного блока управления
По статистике часто проблемы в работе электронного блока управления обусловлены ошибками в эксплуатации устройств.
Причины и симптомы неисправностей
Причины, которые могут привести к выходу из строя ЭБУ:
- прикуривание двигателя машины от авто с заведенным силовым агрегатом;
- ошибки, допущенные при подключении АКБ, в частности, речь идет о несоответствии полярностей клемм;
- монтаж противоугонной системы неквалифицированным специалистом, который привел к ошибкам установки;
- демонтаж зажимов батареи при заведенном двигателе;
- активация стартерного устройства с отключенной силовой шиной;
- негативное воздействие влаги на ЭБУ, если жидкость попала внутрь устройства, на саму плату;
- повреждение электроцепи, к которой подключен электронный модуль, либо замыкание на участке электролинии;
- случайное подключение электрода при выполнении сварочных работ на электроцепь или контроллеры, установленные на авто;
- механические повреждения устройства, которые могут произойти в случае аварии;
- ошибки, допущенные при перепрошивке девайса;
- неисправности в работе высоковольтной составляющей системы зажигания — распределительных устройств, кабелей, катушек и т. д.
Признаки, по которым можно определить неисправность в работе блока:
- электронный модуль перестал реагировать на сигналы, подающиеся от контроллеров температуры, регулятора кислорода и положения дросселя;
- двигатель автомобиля перестал запускаться либо появились проблемы в его управлении;
- при функционировании силового агрегата периодически происходят блокировки систем сцепления, дверных замков и т. д.;
- на ЭБУ перестали подаваться сигналы от исполнительных узлов — датчиков холостых оборотов, системы зажигания, топливного насоса, системы управления форсунками и т. д.;
- различные неполадки механического плана — вышедшие из строя платы электронных приборов, перегоревшие электропроводники и т. д.;
- троение мотора машины;
- на электронные устройства и оборудование перестало подаваться питание;
- на экране бортового компьютера или приборной панели постоянно выводятся ошибки.
Канал Гараж продемонстрировал процедуру компьютерной диагностики модуля и сброса ошибок в гаражных условиях.
Устранение неполадок
Каждый модуль оборудуется системой проверки, что позволяет диагностировать степень неисправности блока в гаражных условиях. Чтобы выполнить проверку, автовладельцу надо подключиться к модулю посредством компьютера, на который заранее устанавливается диагностическое ПО. Допускается применение тестеров и сканеров для проверки. Информация, которая получается в процессе диагностики, должна быть сравнена с нормированными параметрами.
Все причины появления неполадок в ЭБУ делятся на два типа — неисправности в функционировании прошивки либо нерабочие проводники.
Восстановить работу ПО можно с помощью перепрошивки модуля, выполнить эту задачу смогут только мастера с опытом работы. Проверка электрических показаний может быть сделана в гаражных условиях посредством использования мультиметра. Чтобы найти пробой в электроцепи, автовладельцу надо разобраться со схемой работы ЭБУ, она будет разной в зависимости от модели установленного модуля.
После определения места установки проводников, кабеля питания и резисторных элементов выполняется прозвон электроцепи. Проверке подлежит участок, где были выявлены ошибки показаний ЭБУ. Если проверка не дала результатов, осуществляется прозвон всех электроцепей на схеме прибора. Некоторые потребители после обнаружения ошибки отключают клемму аккумулятора, полагая, что это позволит удалить код ошибки из памяти.
Избавиться от неполадки в ЭБУ нельзя методом отключения АКБ, так из памяти устройства удалится только код ошибки, сама неисправность останется.
Ремонт электронного модуля выполняется посредством проведения следующих действий:
- Выявление места повреждения в функционировании модуля.
- Повторное измерение параметров сопротивления.
- Поиск точки крепления электропроводника.
- Подключение кабеля с нужным сопротивлением параллельным образом посредством паяльника. Старый провод можно не отключать.
Если это не помогло избавиться от ошибок в работе модуля, надо обратиться за помощью к мастерам. Качество проведения ремонта блока влияет на его ресурс эксплуатации, а также безопасность машины в целом.
Причины износа
Когда топливо сгорает в камере сгорания, газы попадают в канавки поршневых колец и сильно отжимают их к зеркалу цилиндра. Сила давления по мере того, как поршень движется вниз, становится меньше. Поэтому цилиндры изнашиваются в верхней части больше, чем в нижней. Что касается смазки, то в верхней части цилиндров она хуже из-за воздействия высоких температур. Сила, которая действует на поршень в двигателе при его рабочем ходе, делится на две важные составляющие.

Первая часть этой силы направлена вдоль шатунов. Вторая часть направлена перпендикулярно оси цилиндров. Она прижимает поршни к левой стороне стенки. Когда сжатие передается от коленвала к шатуну, то сила также разлагается на две части – одна работает вдоль шатунов и сжимает топливную смесь, а вторая жмет поршень к правой стенке цилиндров. Боковые силы работают также на тактах впуска и выпуска, однако в значительно меньшей мере.
В результате действия боковых сил цилиндры имеют износ в плоскости работы шатуна и получается овальность. Значительнее износ левой стенки, так как боковая сила при рабочих ходах поршней самая высокая.
Кроме образования овальности, воздействие боковых сил также вызывает конусность. По мере того как поршень движется вниз, воздействие боковых сил уменьшается.
Задиры на стенках цилиндра образуются из-за перегревов, масляного голодания, загрязненности масла, недостаточных зазоров между стенками цилиндра и поршнем, плохо закрепленных поршневых пальцев, по причинам поломки поршневых колец. То, насколько сильно изношен цилиндр, можно определить при помощи индикатора или нутромера.
Этапы ремонта
Ремонт двигателя Приора начинается с разборки.
Для этого нужно при себе иметь отвертки и ключи, лопатку монтажного назначения, динамометрические ключи, мягкий молоток, а также устройство, чтобы установить поршни.
Алгоритм действий следующий:
- Сначала нужно разобрать мотор. Это не составит труда, но все действия нужно выполнять медленно и аккуратно.
- В первую очередь следует убрать весь скопившийся нагар, который располагается в области, где находятся цилиндры. Обязательно нужно снять нагар, расположенный в масляных канавках в области постелей цилиндров.
- После этого нужно вставить вкладыши от подшипников. При этом следует ориентироваться на отметки, которые были сделаны по время разбора мотора. Усики стопорного типа вкладышей должны входить точно в пазы, которые имеются в постелях. Обязательно нужно следить за этим.
- Теперь следует вкладыши намазать маслом.
- Дальше в блоке цилиндров нужно установить коленвал. Потом смазываются маслом полукольца. При установке требуется проверить, чтобы канавки на них были направлены именно в сторону щек коленвала.
- Потом нужно установить полукольца, которые выполнены из соединения алюминия и стали. Они отличаются белым оттенком. Установка осуществляется на переднюю сторону в постели, расположенной центрально.
- С другой стороны на постели требуется закрепить металлокерамическое кольцо. Оно отличается желтоватым оттенком.
- Дальше полукольца, которые уже установлены, нужно повернуть так, чтобы концы деталей располагались с торцом постели цилиндров.
- Теперь нужно монтировать подшипники (корень) вкладышей в крышки. Снова нужно смотреть на отметки, которые были сделаны, когда агрегат разбирался. Нужно следить, чтобы усики стопорного типа входили точно в пазы. Потом вкладыши нужно хорошо намазать.
- После этого устанавливаются крышки. Обязательно нужно смотреть на нумерацию их и цилиндра.
- Затем требуется намазать моторным маслом резьбу на болтах и торцы, где будут закрепляться крышки.
- Дальше в ход идет третья крышка, и снова закручиваются болтики. То же следует сделать и с болтами на 3, 4 и 5 крышке. Причем все нужно проводить именно с такой последовательностью.
- Когда все болты закручены, нужно проверить, как легко идет коленвал. Для этого следует несколько раз его повернуть.
- Потом ставится масляный насос и фиксируется. После этого нужно то же сделать с держателем для сальника, расположенного сзади.
- В поршень устанавливается шатун. А потом вставляется и поршневой палец. Обязательно нужно намазать маслом и сам шатун, и палец.
- Вмонтировать кольца стопорного типа. Проверить, чтобы они находились в канавках.
- Потом укладывается маслосъемное кольцо и кольцо для поршня. Лучше всего для таких манипуляций иметь специальный инвентарь. Инструмент называется съемником.
- Нужно проверить, что кольцо может свободно вращаться.
- Протереть шатунные шейки, расположенные на коленвале. То же касается зеркал цилиндров.
- В шатун устанавливается вкладыш, причем усики должны точно располагаться в шатуне. Поршень и вкладыш нужно намазать, а потом установить кольцо для сжатия. Шатун опускается в цилиндр.
- Оправку нужно приложить к одному боку. Дальше используется обычная ручка молотка, чтобы поршень протолкнуть.
- К области шейки коленвала следует монтировать головку от шатуна.
- Вставить крышку и зафиксировать ее. Нужно следить за тем, чтобы маркировка на нижней части и на крыше четко находилась на одной стороне.
- Заворачиваются все болты, а потом устанавливаются все остальные поршни.
- Зафиксировать маслоприемник.
- Поставить маховик и пластинку. Обязательно нужно предварительно воспользоваться фиксатором анаэробного типа для крепления болтов.
- Наносится слой смазки.
- Устанавливается картер для масла.
Капитальный ремонт двигателя Лады Приора не является сложным процессом. Нужно просто сначала разобрать агрегат, потом поискать поломанные или изношенные элементы, заменить их, а затем собрать мотор.
После этого нужно проверить, как двигатель работает. Такие простые манипуляции помогут обновить агрегат и улучшить его работу. Но капитальный ремонт нужно проводить вовремя. Только тогда получится сохранить ресурс.
Шлифование БЦ
Эту операцию выполняют преимущественно на внутришлифовальных станках. Камень на этом оборудовании имеет значительно меньший диаметр, чем размер цилиндра. Камень может двигаться вокруг оси, по окружности цилиндра, а также вдоль оси камеры сгорания.
Процесс ремонта блока цилиндров двигателя, таким образом выполняемый, очень длительный и сложный, особенно если нужно снимать большой слой металла. Поверхность камеры сгорания становится волнистой и может забиваться пылью. Последняя проникает в поры в чугуне – после ремонта в дальнейшем это может вызывать интенсивный износ колец и поршней. Шлифовка цилиндров сейчас применяется крайне редко.

Опрессовка ГБЦ: 3 основных этапа и 2 полезных совета + видео

Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива. Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.

Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Стоимость опрессовки ГБЦ зависит от используемого оборудования и необходимого объёма работ. Однако эти затраты значительно меньше, чем стоимость новой головки, поэтому за техническим состоянием двигателя нужно постоянно следить.
Опрессовку блока цилиндров и головки блока цилиндров желательно проводить в механической мастерской с применением специального оборудования. При проведении работ там используются специальные стенды, оснащённые необходимым инвентарём для опрессовки.
Они включают в себя:
- нагревательные элементы;
- ванну с крышкой;
- подъёмный и поворотный механизм;
- датчики температуры и давления;
- управляющую панель.
Профессиональные стенды выполняются из нержавеющей стали. Они рассчитаны на длительные рабочие циклы и позволяют выполнять точную и безопасную опрессовку головок и самих блоков цилиндров.
Места утечек определяют по пузырькам, которые показывают, где из головки выходит воздух. Для более удобного поиска установки допускается поворачивать головку на угол до 360°.
Порядок проведения работ:
- вначале нужно заглушить резиновыми прокладками и плексигласовыми пластинами выходы каналов системы охлаждения;
- затем необходимо подать внутрь воздух под давлением 6 атмосфер;
- после этого следует опустить ГБЦ в ванну с горячей водой и подержать там около 30 минут.
В процессе прогрева детали трещины расширяются и появляются пузырьки воздуха, который под давлением выходит наружу. По результатам диагностики принимается решение о необходимости ремонта двигателя. Иногда трещину ГБЦ или БЦ можно убрать при помощи сварки. Это должен делать квалифицированный специалист.
Опрессовка ГБЦ в домашних условиях
Можно проводить опрессовку головки блока цилиндров и в домашних условиях. Для этого потребуется ванна и оснастка для герметизации выходных отверстий. Нужно вырезать пластину из плексигласа и отверстия под шпильки и цилиндры. Разметить их расположение можно по прокладке. Потом нужно закрыть выходные отверстия ГБЦ резиновыми прокладками и прикрутить пластину и штуцер для подачи воздуха под давлением. Когда все отверстия будут надёжно загерметизированы, можно приступать к нагреву головки в ванне и подаче воздуха через снабжённую штуцером заглушку.
Можно опрессовать ГБЦ своими руками и без ванны, но точность такого способа невелика. Для этого нужно в загерметизированную головку подавать горячую воду под давлением вместо воздуха. Дефекты определяют по течи или появлению воды на поверхности.

Ещё один способ опрессовать головку блока цилиндров предусматривает ввод керосина вместо воды. Для этого головку нужно перевернуть вверх камерами, ввернуть свечи и залить в неё керосин. Керосин обладает большой текучестью и может проникать в самые мелкие трещины. Наличие дефектов определяют по потёкам на поверхности и уменьшению уровня керосина в камере.
Решение о ремонте двигателя
При нарушении герметичности охлаждающая жидкость может попадать в масло, а оно появляется в системе охлаждения. Это приводит к перегреву двигателя. Из-за этого увеличивается износ деталей, что может привести к заклиниванию двигателя. Если опрессовка выявила наличие трещин и нарушение герметичности, требуется ремонт двигателя.
Восстановление одной из главных частей автомобиля должны проводить квалифицированные мастера на специальном оборудовании. Своевременная диагностика и ремонт предотвратят неожиданные поломки и продлят срок эксплуатации агрегата.
Пожалуйста, оцените этот материал!
(3 оценок, среднее: 4,00 из 5) Загрузка.
Источник
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
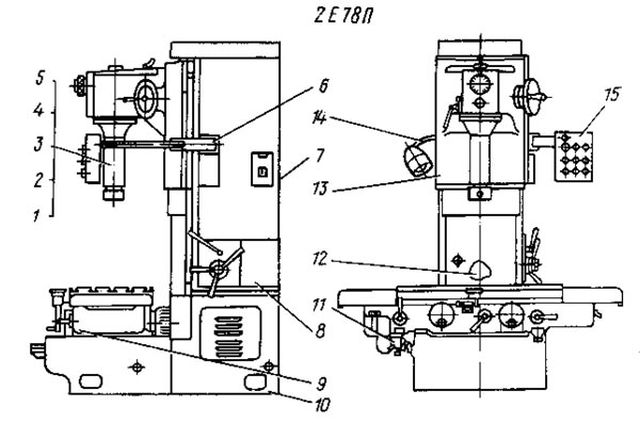
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
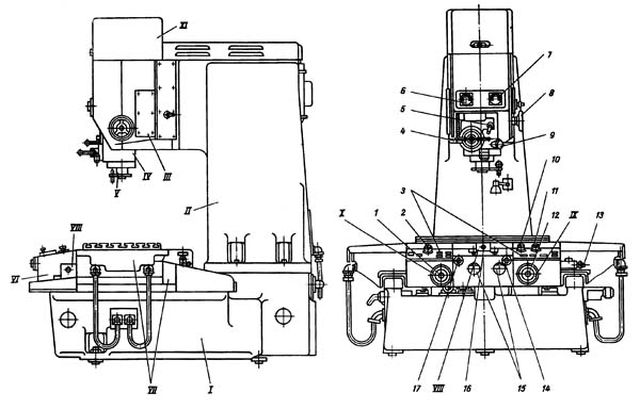
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.

| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |