Карбон (материал)
Содержание:
- Достоинства
- Виды волокон карбона. Полотно
- Знакомство с карбоновой пленкой
- Получение
- Углеродное волокно как материал основа для производства композиционных материалов
- Применение углеродных волокон
- Можно ли сделать углепластик своими руками
- Где применяется волокно углеродное?
- Технические характеристики и свойства карбона
- Как делают карбон
- Полимерные матрицы
- Синтез
Достоинства
- Обладает достаточной прочностью, чтобы выдерживать большие компрессионные нагрузки, можно делать менее густую армированную сетку или брать для этой цели прутья тоньше.
- Пластик в 10 раз легче металла, что облегчает и удешевляет перевозку.
- Для монтажа сетки и нарезки прутьев не нужна сварочная аппаратура, что упрощает сборку и позволяет экономить на оборудовании.
- Не реагирует со щелочью и не поддается коррозии.
- Хорошо переносит низкие температуры и не разрушается.
- Обладает долговечностью — служит до 75 лет.
Недостатки арматуры из углепластика
- Высокая стоимость, ее чаще используют в качестве усилителя, опоры в составе конструкции из менее дорогих материалов. Правда, судя по отзывам, композитная арматура дает возможность экономить на перевозке, нарезке и монтаже, в комплексе она получается вполне доступной.
- Может ломаться при ударных нагрузках, а также при попытках её согнуть, то есть требует аккуратного обращения при транспортировке, хранении и собственно монтаже.
- Отличить подделку рядовому потребителю невозможно, для оценки качества требуется особое дорогостоящее оборудование: ультразвук, рентген, оптическая голография и тому подобное.
- Малейшая трещина, невидимая глазу, снижает прочностные характеристики.
- Отсутствие огнестойкости — при 600°C начинает размягчаться, нужны меры по защите на случай пожара.
Правила вязки
Изготавливая арматурную сетку, нужно следить, чтобы соединение прутьев осуществлялось внахлест. Ширина шага должна составлять не более 250 мм. Надежность соединения стыков никак не влияет на качество самого бетона, но лучше их проверять, чтобы сама конструкция не сместилась во время заливки.
Все угловые элементы должны быть зафиксированы при установке каркаса. Если вязка происходит непосредственно в котловане, то опорная конструкция должна быть укреплена сразу, до установки опалубки.
Чтобы ручная вязка происходила достаточно быстро, необходимо заранее подготовить инструменты. Для этого понадобятся кусачки, плоскогубцы, винтовой крючок. Проволоку нужно заранее нарезать на кусочки примерно по 20 см, если диаметр пластиковых стержней не превышает 16 мм. Вязать можно угловыми узлами, двухрядными, крестовыми или мертвыми.

Стоимость по Москве
Цена на углепластковую арматуру зависит от сечения диаметра и не очень отличается от аналогов.
| Вид изделия | Сечение, мм | Материал | Цена, рубли/м |
| АКС (бухты) | Ø 4 | Стекло | 7,60 |
| Ø 6 | 9,30 | ||
| Ø 8 | 15,90 | ||
| Ø 10 | 23,30 | ||
| Ø 12 | 29,30 | ||
| АКС (прутья) | Ø 6 | 8,60 | |
| Ø 8 | от 12,90 | ||
| Ø 10 | 25,30 | ||
| Ø 14 | 31,54 | ||
| Ø 16 | 56,70 | ||
| АКУ (прутья) | Ø 4 | Углепластик | от 8,00 |
| Ø 6 | 9,73 | ||
| Ø 7 | 10,62 | ||
| Ø 8 | 12,90 | ||
| Ø 14 | 33,00 | ||
| БПА 250 | Ø 4 | Базальт | 6,12 |
| Ø 6 | 7,08 | ||
| Ø 8 | 9,36 | ||
| Ø 10 | 11,28 |
Для домашнего применения: стяжки полов, кирпичной кладки, возведения колонн и прочего, достаточно купить базальтовую арматуру (или углепластиковую) диаметром 4-6 мм.
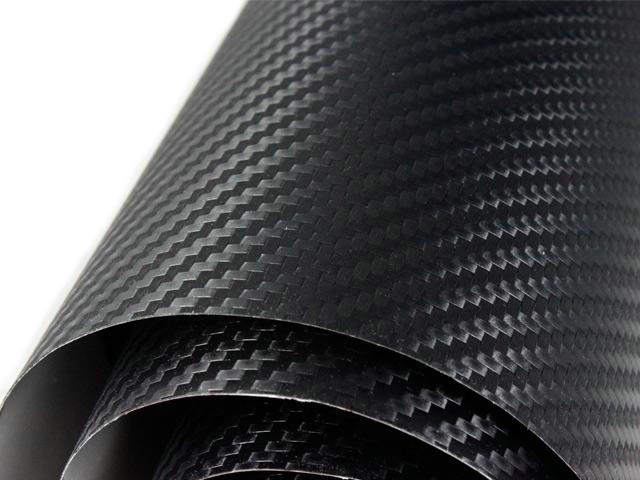
Виды волокон карбона. Полотно
Волокна могут быть короткими, резаными, их называют «штапелированными», а могут быть непрерывные нити на бобинах. Это могут быть жгуты, пряжа, ровинг, которые затем используются для изготовления тканого и нетканого полотна и лент. Иногда волокна укладываются в полимерную матрицу без переплетения (UD).
Так как волокна отлично работают на растяжение, но плохо на изгиб и сжатие, то идеальным вариантом использования углеволокна является применение его в виде полотна Carbon Fabric. Оно получается различными видами плетения: елочкой, рогожкой и пр., имеющими международные названия Plain, Twill, Satin. Иногда волокна просто перехвачены поперек крупными стежками до заливки смолой. Правильный выбор полотна по техническим характеристикам волокна и виду плетения очень важен для получения качественного карбона.
В качестве несущей основы чаще всего используются эпоксидные смолы, в которых полотно укладывается послойно, со сменой направления плетения, для равномерного распределения механических свойств ориентированных волокон. Чаще всего в 1 мм толщины листа содержится 3-4 слоя .
3.Связующие
В качестве матриц (связующих) при изготовлении судовых конструкций используются преимущественно эпоксидные н полиэфирные синтетические смолы .
Эпоксидные смолы используются двух типов: термопласты и реактопласты. Термопласты все еще находятся в стадии разработки из-за их высокой стоимости. Чаще всего используют смолы реактопласты, которыми пропитывают углеродистые волокна, а после подвергают нагреванию. Процесс, когда волокно и смолу соединяют в матрице, называют полимеризацией .
До момента отверждения связующее остается вязкотекучей жидкостью. В определенных условиях (при повышении температуры, добавлении иницирующих реакцию веществ и т. п.) молекулы этой жидкости взаимодействуют между собой, образуя большие пространственные молекулы, вследствие чего вся масса связующего необратимо отверждается — затвердевает.
Сравнительно новым классом термостойких высокомолекулярных соединений являются полиамидные смолы. Их главное отличие от полиэфирных и эпоксидных смол заключается в более высоких механических характеристиках и большей стойкости к окислению при высоких температурах (после отверждения). Однако применение полиамидных смол требует разработки специальной технологии нзготовлення ПКМ. Основные характеристики перечисленных смол приведены в табл. 1 .
Знакомство с карбоновой пленкой
Желание иметь прекрасное оформление, не нежелание отдавать за относительно хрупкую красоту большую сумму вполне резонно. Поэтому вскоре после углепластика на рынке появилась карбоновая пленка — альтернатива, которая, наоборот, доступна всем. Внешне она практически неотличима от дорогого оригинала, но может быть прозрачной, с характерным рисунком, или цветной. Эта имитация состоит из 3 слоев.

- Клеевая основа. Это основа для материала, ее задача — обеспечивать максимально качественное сцепление с оклеиваемыми поверхностями.
- Декоративный слой. Это практически полная имитация настоящего карбона. У бюджетных образцов разницу в материалах не понять визуально. Дорогие пленки под карбон способны «обмануть» даже при тактильном контакте.
- Защитное покрытие. Оно предохраняет изделие практически от всех механических повреждений, от грязи, осадков.
Поскольку спрос на этот чудо-материал неуклонно растет, на рынке регулярно появляются новые производители. Не вся «новоприбывшая» продукция имеет высокое качество, однако есть фирмы, успевшие создать себе безупречную репутацию. К ним можно с полным правом отнести Hexis, Suntek, 3M, Eclat, Graphjet.
Основы изделий под карбон
Изучение карбоновой пленки на этом не заканчивается, так как в роли ее основы может выступать или винил, или полиуретан. Выбор полимера важен: тип основы влияет на качества (толщину, надежность) материала и на его стоимость.
- Поливинилхлорид. Средняя толщина покрытия — 100 микрон. Этот полимер отличается невысокой ценой, но обратная сторона «медали» — его недолговечность. Виниловое покрытие может относительно быстро выгореть на солнце. К тому же не исключено его пожелтение из-за частого контакта с противогололедными реагентами. Этот материал прочен, но если все же поверхность была повреждена, переклеивать придется весь элемент. Плюс — быстрое схватывание, не требующее времени на просушку. Средний срок службы «винило-карбона» составляет 3 года.
- Полиуретан. Эти карбоновые изделия новинки, так как «классика» — обычная прозрачная антигравийная защита из ПУ. Толщина таких пленок — от 150 до 300 микрон. Многие уже знакомы с этим материалом, широко применяемым в строительстве. Пленка на полиуретановой основе прочна, в том числе из-за большей толщины. Такие изделия максимально стойки к ультрафиолету, а также к различным механическим повреждениям (даже острыми предметами), поэтому прослужат как минимум 5 лет, максимум — 10. Недостаток у ПУ есть: это высокая цена продукции из-за сложности технологии изготовления. Если сравнивать эти изделия с винилом, то полиуретановая карбоновая пленка обойдется в 4-5 раз дороже.
Еще один минус полиуретана — необходимость оклеивать автомобиль целиком. Этот материал способен пропускать ультрафиолетовое излучение, поэтому изменение цвета лакокрасочного покрытия будет очень заметно, особенно после снятия пленки.
Для чего используется карбоновая пленка?
Из настоящего карбона изготавливается только определенный набор элементов. Для спортивных, гоночных болидов производят большое количество кузовных деталей, для машин в массовом сегменте карбон используют для создания спойлеров, обвесов и декоративных элементов салонов.
Карбоновая пленка в этом случае более универсальна. Ее можно наклеивать на любую часть автомобиля — на кузов, на пластиковые элементы, в том числе и в салоне. Чаще всего автолюбители используют пленку для защиты:

- дверных ручек и пластика зеркал заднего вида;
- дверей, капота, крыши;
- крышки багажника.
Большинство автомобилистов не забывают оклеить самый «тяжело эксплуатируемый» элемент в салоне — «многострадальную» торпеду.
Получение
Рис. 1. Структуры, образующиеся при окислении ПАН-волокна
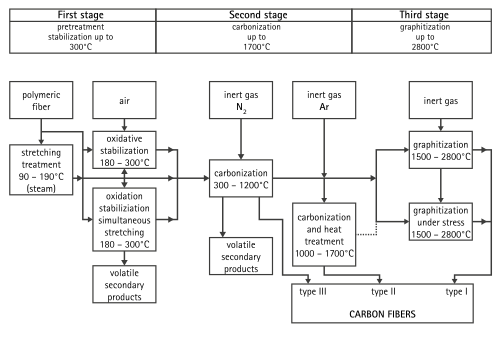
УВ обычно получают термической обработкой химических или природных органических волокон, при которой в материале волокна остаются главным образом атомы углерода. Температурная обработка состоит из нескольких этапов. Первый из них представляет собой окисление исходного (полиакрилонитрильного, вискозного) волокна на воздухе при температуре 250 °C в течение 24 часов. В результате окисления образуются лестничные структуры, представленные на рис. 1. После окисления следует стадия карбонизации — нагрева волокна в среде азота или аргона при температурах от 800 до 1500 °C. В результате карбонизации происходит образование графитоподобных структур. Процесс термической обработки заканчивается графитизацией при температуре 1600-3000 °C, которая также проходит в инертной среде. В результате графитизации количество углерода в волокне доводится до 99 %. Помимо обычных органических волокон (чаще всего вискозных и полиакрилонитрильных), для получения УВ могут быть использованы специальные волокна из фенольных смол, лигнина, каменноугольных и нефтяных пеков.
Углеродное волокно как материал основа для производства композиционных материалов
Углеродное волокно – материал, состоящий из тонких нитей диаметром от 3 до 15 микрон, образованных преимущественно атомами углерода. Атомы углерода объединены в микроскопические кристаллы, выровненные параллельно друг другу. Выравнивание кристаллов придает волокну большую прочность на растяжение и пр. свойства.
Углеродное волокно является основой для производства углепластиков (или карбона, карбонопластиков, от “carbon”, “carbone” – углерод). Углепластики – полимерные композиционные материалы из переплетенных нитей углеродного волокна, расположенных в матрице из полимерных (чаще эпоксидных) смол.
На основе углеродного волокна производят:
– композитную (углеродную) арматуру. Углеродная арматура представляет собой материал, который состоит из основы в виде углеродного волокна и связующего: термореактивной синтетической смолы. Углеродная арматура изготовляется методом пултрузии — протяжкой пропитанных связующим армирующих волокон через нагретую формообразующую фильеру;
– двунаправленные ткани: комбинированную (углеродную и арамидную) ткани, стеклоткань саржевого или полотняного переплетения, углеродную ткань саржевого или полотняного плетения, углеродную ткань-сатин;
– дизайнерские ткани;
– мультиаксиальные ткани: биаксильные ткани, квадроаксильные ткани,
– углеродное нетканое полотно. Нити углеродного волокна в однонаправленных нетканых материалах располагаются строго параллельно друг другу. Нити фиксируются стеклянной сеткой и/или эпоксидным биндером;
– однонаправленные углеродные ленты. Однонаправленные углеродные ленты – это текстиль, где свыше 75% волокон расположены в одном направлении. В качестве утка используется стекловолокно или арамидное волокно;
– препреги. Препреги — композиционные материалы-полуфабрикаты. Их получают путем пропитки армирующей волокнистой основы равномерно распределенными полимерными связующими. Пропитка осуществляется таким образом, чтобы максимально реализовать физико-механические свойства армирующего материала. Методы с использованием пропитки волокна позволяют на 30% улучшить свойства материала;
– системы внешнего армирования;
– преформу-рукав;
– фибру. Фибра – нарезанное углеродное волокно. Используется в качестве усиливающей добавки в бетон, асфальтобетон;
– прочие материалы: жгуты, углерод-углеродные композиционные материалы, фибры и т.д.
Применение углеродных волокон
Благодаря высокой химической стойкости углеродные волокона применяют для фильтрации агрессивных сред, очистки газов, изготовления защитных костюмов и др. и использовать их в качестве разнообразных по назначению электронагревательных элементов, для изготовления термопар и др.
Электропроводность углеродных волокон позволяет бороться и с доставляющим немало хлопот статическим электричеством (кстати, далеко не безвредным для здоровья человека): достаточно ввести в материал (ткань, бумагу) всего 0,02—1% углеродного волокна, чтобы электрические заряды полностью «стекали» с этого материала, как после обработки антистатиком.
Углеродные материалы имеют и медицинские области применения: живой организм их не отторгает. Поэтому если скрепить сломанную кость штифтом на основе углепластика, а поврежденное сухожилие заменить легкой и прочной углеродной лентой, то организм не воспримет этот материал как чужеродный.

А углеродные материалы, обладающие высокой адсорбционной активностью, с успехом применяют в виде повязок, тампонов и дренажей при лечении открытых ран и ожогов — в том числе и химических. для очистки крови и других биологических жидкостей, как лекарственное средство при отравлениях (благодаря их высокой способности сорбировать яды), как носители лекарственных и биологически активных веществ.
Углеродные волокна применяют для армирования композиционных, теплозащитных, химостойких в качестве наполнителей в различных видах углепластиков. Из модернезированных углеволокон изготовляют электроды, термопары, экраны, поглощающие электромагнитное излучение, изделия для электро- и радиотехники. На основе углеродных волокон получают жесткие и гибкие электронагреватели, обогреваемую одежду и обувь. Нетканые углеродные материалы служат высокотемпературной изоляцией технологических установок и трубопроводов. Благодаря химической инертности углеволокнистые материалы используют в качестве фильтрующих слоев для очистки агрессивных жидкостей и газов от дисперсных примесей, а также в качестве уплотнителей и сальниковых набивок. УВА и углеволокнистые ионообменники служат для очистки воздуха, а также технологических газов и жидкостей, выделения из последних ценных компонентов, изготовления средств индивидуальной защиты органов дыхания.
В настоящее время углеродные волокна используют для термозащиты космических кораблей, самолетов, ракет, изготовления их носовых частей, деталей двигателей, теплопроводящих устройств, для энергетических установок и производства активированных углеродных волокон (например, в накопителях электроэнергии, аккумуляторах, батареях, устройствах-модулях по очистке газов, где требуются новые, в частности, токопроводящие углеродные волокна-сорбенты).
Можно ли сделать углепластик своими руками
 Изделия на основе углеволокна можно формовать и самим, что уже давно и успешно применяется при ремонте велосипедов, спортивного инвентаря, тюнинге автомобилей. Возможность экспериментировать с наполнителями для смолы, со степенью ее прозрачности предоставляет широкое поле для творчества любителям автотюнинга карбоном. Подробнее об основных методах изготовлении деталей из карбона можно почитать .
Изделия на основе углеволокна можно формовать и самим, что уже давно и успешно применяется при ремонте велосипедов, спортивного инвентаря, тюнинге автомобилей. Возможность экспериментировать с наполнителями для смолы, со степенью ее прозрачности предоставляет широкое поле для творчества любителям автотюнинга карбоном. Подробнее об основных методах изготовлении деталей из карбона можно почитать .
Как следует из описанной выше технологии, для формования необходимо:
-
форма-матрица,
- углеродное полотно,
- смазка для формы для легкого съема готовой заготовки,
-
смола.
Где брать углеткань? Тайвань, Китай, Россия. Но в России это относится к «конструкционным тканям повышенной прочности на основе углеволокна». Если найдете выход на предприятие, то вам очень повезло. Много компаний предлагают готовые наборы для отделки автомобилей и мотоциклов карбоном «Сделай сам», включающих фрагменты углеткани и смолу.
70% мирового рынка углеткани производят тайваньские и японские крупные бренды: Mitsubishi, TORAY, TOHO, CYTEC, Zoltec и пр.
В общих чертах процесс изготовления углепластика своими руками выглядит так:
- Антиадгезивом смазывается форма.
- После его высыхания наносится тонкий слой смолы, на который прикатывается или прижимается углеткань, для выхода пузырьков воздуха.
- Затем наносится еще один слой смолы для пропитки. Можно нанести несколько слоев ткани и смолы, в зависимости от требуемых параметров изделия.
- Смола может полимеризироваться на воздухе. Это происходит обычно в течение 5 дней. Можно поместить заготовку в термошкаф, нагретый до температуры 140 – 180 ◦С, что значительно ускорит процесс полимеризации.
Затем изделие извлекаем из формы, шлифуем, полируем, покрываем лаком, гелькоутом или красим.
Надеемся, вы нашли исчерпывающий ответ на вопрос «Что такое карбон»?
Ирина Химич, технический консультант
Карбон (или углеродное волокно) представляет собой множество тончайших нитей (диаметр 0,09 мм) углерода, прочность которых сравнима с легированной сталью при гораздо меньшей массе (примерно, как у алюминия). Из этих нитей сплетают волокно; в результате получается очень прочная ткань. Волокна могут располагаться хаотично, а могут быть и в виде плетения.
Исходным материалом для получения углеродного волокна служит полиакрилонитрил – вещество белого цвета, по свойствам напоминающее шерсть. Его несколько раз нагревают в среде инертных газов. На первом этапе при температуре в +260оС изменяют структуру вещества (на молекулярном уровне), затем уже при +700оС углеродные атомы «заставляют сбросить» водород. Постепенно, за несколько раз нагревов доводят до +3000оС, — данный процесс называют графитизацией. В результате углерода становится больше, а связь между его атомами прочнее. Упрощенно говоря, карбоном можно считать углеродное волокно, нагретое до обугливания.
Где применяется волокно углеродное?
Если в первые годы популяризации материал использовался исключительно в узкоспециализированных областях, то сегодня наблюдается расширение производств, в которых задействуется данное химволокно. Материал довольно пластичен и разнороден в плане возможностей эксплуатации. С большой вероятностью области применения таких волокон будут расширяться, но уже сегодня оформились базовые типы представления материала на рынке. В частности, можно отметить строительную сферу, медицину, изготовление электротехники, бытовых приборов и т. д. Что касается специализированных областей, то использование углеродных волокон по-прежнему актуально для производителей авиатехники, медицинских электродов и
Технические характеристики и свойства карбона
Популярность углепластика объясняется его уникальными эксплуатационными характеристиками, которые получаются в результате сочетания в одном композите совершенно разных по своим свойствам материалов — углеродного полотна в качестве несущей основы и в качестве связующего.
Армирующий элемент, общий для всех видов углепластика — углеродные волокна толщиной 0,005-0,010 мм, которые прекрасно работают на растяжение, но имеют низкую прочность на изгиб, то есть они анизотропны, прочны только в одном направлении, поэтому их использование оправдано только в виде полотна.
Дополнительно армирование может проводиться каучуком, придающим серый оттенок карбону.
Карбон или углепластик характеризуются высокой прочностью, износостойкостью, жёсткостью и малой, по сравнению со сталью, массой. Его плотность — от 1450 кг/м³ до 2000 кг/м³. Технические характеристики углеволокна можно посмотреть в плотности, температуры плавления и прочностных характеристик.
Еще один элемент, используемый для армирования вместе с углеродными нитями — . Это те самые желтые нити, которые можно видеть в некоторых разновидностях углепластика. Некоторые недобросовестные производители выдают за кевлар цветное стекловолокно, окрашенные волокна вискозы, полиэтилена, адгезия которых со смолами гораздо хуже, чем у углепластика, да и прочность на разрыв в разы меньше.
Кевлар-это американская торговая марка класса полимеров арамидов, родственных полиамидам, лавсанам. Это название уже стало нарицательным для всех волокон этого класса. Армирование повышает сопротивление изгибающим нагрузкам, поэтому его широко используют в комбинации с углепластиком.
Как делают карбон
Существуют следующие основные методы изготовления изделий из углеткани.
1. Прессование или «мокрый» способ
Полотно выкладывается в форму и пропитывается эпоксидной или полиэфирной смолой. Излишки смолы удаляются или вакуумформованием или давлением. Изделие извлекается после полимеризации смолы. Этот процесс может проходить или естественным путем или ускоряется нагревом. Как правило, в результате такого процесса получается листовой углепластик.
2. Формование
Изготавливается модель изделия (матрица) из гипса, алебастра, монтажной пены, на которую выкладывается пропитанная смолой ткань. При прокатке валиками композит уплотняется и удаляются излишки воздуха. Затем проводится либо ускоренная полимеризация и отверждение в печи, либо естественная. Этот способ называют «сухим» и изделия из него прочнее и легче, чем изготовленные «мокрым» способом. Поверхность изделия, изготовленного «сухим» способом, ребристая (если его не покрывали лаком).
К этой же категории можно отнести формование из листовых заготовок — препрегов.
Смолы по своей способности полимеризоваться при повышении температуры разделяются на «холодные» и «горячие». Последние используют в технологии препрегов, когда изготавливают полуфабрикаты в виде нескольких слоев углеткани с нанесенной смолой. Они в зависимости от марки смолы могут храниться до нескольких недель в неполимеризованном состоянии, прослоенные полиэтиленовой пленкой и пропущенные между валками для удаления пузырьков воздуха и лишней смолы. Иногда предпреги хранят в холодильных камерах. Перед формованием изделия заготовку разогревают, и смола опять становится жидкой.
3. Намотка
Нить, ленту, ткань наматывают на цилиндрическую заготовку для изготовления карбоновых труб. Кистью или валиком наносят послойно смолу и сушат преимущественно в печи.
Во всех случаях поверхность нанесения смазывается разделительными смазками для простого снятия получившегося изделия после застывания.
Полимерные матрицы
Полимерная матрица определяет эксплуатационные и технологические свойства углепластика. Для углепластиков используют как термореактивные, так и термопластичные матрицы. Из термореактивных матриц наибольшее рас-пространение получили эпоксидные связующие: эпоксидно-анилинофенолформальдегидное марки 5-211-Б, эпоксинаволачное — УНДФ, эпоксидное модифицированное диапластом — УП-2227, на основе тетрафункциональной эпоксидной смолы связующее — ВС-2526к, на основе смеси трех эпоксидных смол связующее — ЭДТ-69Н. Применение эпоксидных матриц обеспечивает получение углепластиков с высокими прочностными характеристиками, водостойкостью и химической стойкостью, хорошей эксплуатационной надежностью и ресурсом.
Из термопластичных матриц нашли применение полиимидная СП-97, полиамидоимидная ПАИС-104 и полисульфон, обеспечивающие работоспособность углепластиков при более высоких температурах (особенно полиимидная матрица — до 200…300 °С). Основной недостаток этих матриц — трудность изготовления на их основе полуфабрикатов (пропитанных лент — препрегов) и высокие температуры их отверждения.
Длительное тепловое воздействие может вызвать неотвратимое изменение химической структуры полимеров вследствие протекания термодеструкции. При длительном воздействии переменной механической нагрузки и недостаточном теплоотводе может произойти переход от механического разрушения материала к тепловому за счет диссипации механической энергии в тепловую.
|
Параметр |
Марка углепластика |
||||||||
|
КМУ-1 |
КМУ-1 лм | КМУ-3 | КМУ-Злп | КМУ-4л | КМУ-4э | КМУ-9 | КМУ-9т | КМУ-9тр | |
|
Наполнитель |
Жгут ВМН-4 |
Лента ЛУ-П | Жгут ВМН-4 | Лента ЛУ-П | Лента ЛУ-П | Лента Элур-П | Жгут УКН- 11/500 | Лента УОЛ- 300 | Ткань УТ-900- 2,5 |
|
Матрица |
ЭТФ |
ЭТФ-М | 5-211Б | 5-211Б | ЭНФБ | ЭНФБ | УНДФ- 4А | УНДФ- 4АР | УНДФ- 4АР |
|
Объемное содержание волокон, % |
57-63 |
58-63 | 57-63 | 50-55 | 50-55 | 54-59 | 60-62 | 58-62 | 55-59 |
|
Плотность р-КГ3, кг/м3 |
1,45-1,49 |
1,48-1,50 | 1,4-1,45 | 1,4-1,45 | 1,45-1,50 | 1,49-1,52 | 1,55-1,58 | 1,52-1,56 | 1,52-1.54 |
|
Прочность при растяжении, МПа: вдоль волокон поперек волокон |
1020 14 |
780 18 | 110023 | 730 20 | 800 24 | 900 32 | 1500 32 | 1500 28 | 60 60 |
|
Предел прочности при сжатии, МПа: вдоль волокон поперек волокон |
400 100 |
580 130 | 700 150 | 530 120 | 750 130 | 900 130 | 1200 140 | 1200 160 | 60 58 |
|
Прочность при сдвиге вдоль волокон, МПа |
30 |
61 | 40 | 54 | 70 | 78 | 85 | 78 | 52 |
|
Модуль упругости при растяжении, ГПа: вдоль ВОЛОКОН Еу поперек волокон Е-, |
180 |
145 | 180 9 | 1479,9 | 140 10 | 120 10 | 140 9 | 1258 | 67 67 |
|
Модуль сдвига G]->, ГПа |
3,5 |
4,5 | 5,1 | 5,1 | 6,0 | 6,5 | 6,8 | 5,2 | 8,0 |
|
Коэффициент Пуассона Мц |
0,27 |
0,27 | 0,31 | 0,27 | 0,25 | 0,265 | 0,27 | 0,33 | 0,07 |
Синтез
Синтез углеродного волокна из полиакрилонитрил (СКОВОРОДА):
- Полимеризация акрилонитрил в PAN,
- Циклизация во время низкотемпературного процесса,
- Высокотемпературная окислительная обработка карбонизации (удаление водорода). После этого начинается процесс графитизации, при котором азот удаляется и цепи соединяются в графитовые плоскости.
Каждая углеродная нить изготовлена из полимер такие как полиакрилонитрил (СКОВОРОДА), район, или нефть подача. Все эти полимеры известны как предшественник. Для синтетических полимеров, таких как ПАН или вискоза, прекурсор сначала закрученный в филаментные нити, используя химические и механические процессы для первоначального выравнивания молекул полимера таким образом, чтобы улучшить конечные физические свойства готового углеродного волокна. Состав прекурсора и механические процессы, используемые при прядении элементарной пряжи, могут отличаться от производителей. После вытяжки или прядения пряжа из полимерных волокон нагревается для удаления неуглеродных атомов (карбонизация), производя окончательное углеродное волокно. Нити из углеродных волокон могут быть дополнительно обработаны для улучшения эксплуатационных качеств, а затем намотаны на шпульки.
Гибкость ткани на основе углеродного вискозы
Обычный метод производства включает нагревание пряденных нитей PAN примерно до 300 ° C на воздухе, что разрывает многие водородные связи и окисляет материал. В окисленный Затем PAN помещают в печь, имеющую инертную атмосферу газа, такого как аргони нагревают примерно до 2000 ° C, что вызывает материала, изменяя структуру молекулярных связей. При нагревании в правильных условиях эти цепи сцепляются из стороны в сторону (лестничные полимеры), образуя узкие графен листы, которые в конечном итоге сливаются, образуя единую столбчатую нить. В результате обычно 93–95% углерода. Волокно более низкого качества можно производить, используя подача или район в качестве предшественника вместо PAN. Углерод может быть дополнительно усилен до высокомодульного или высокопрочного углерода с помощью процессов термической обработки. Углерод, нагретый в диапазоне 1500–2000 ° С (карбонизация), показывает наибольшую предел прочности (5,650МПа, или 820 000psi), тогда как углеродное волокно, нагретое от 2500 до 3000 ° C (графитизация), демонстрирует более высокую модуль упругости (531ГПа, или 77 000 000фунтов на квадратный дюйм).